مقالات
همه چیز درباره سوراخکاری یا Drilling استیل

خرداد
از رایجترین فلزات میتوانیم به فولاد اشاره کنیم که در صنایع مختلفی همچون تولید قطعات صنعتی، لوازمخانگی، معماری و حتی دکوراسیون مورد استفاده قرار میگیرد. بدیهی است برای ساخت و در فرایند تولید محصولات از این آلیاژها نیاز است سوراخهایی روی قطعات فولادی ایجاد شوند. یکی از انواع فولاد که بسیار کاربردی و مورد توجه است، فولاد زنگ نزن یا استنلس استیل است.
استیل ضدزنگ به عنوان یکی از آلیاژهای سخت و مستحکم فولاد فرایند سوراخکاری متفاوتی نسبت به ورقههای فلزی مانند آلومینیم و مس دارد. از آنجا که گریدهای مختلف استیل دارای سختی متفاوت و البته بالایی هستند، لازم است که سرمته سوراخکاری این آلیاژها، از سختی بالاتری نسبت به آنها برخوردار باشد. جالب است بدانید در گذشته برای مقایسه سختی دو فلز آنها را به یکدیگر میساییدند و جسمی که بر دیگری خراش میانداخت را به عنوان جسم سختتر در نظر میگرفتند. این روش، هرچند ساده بود، تا حدودی میتوانست ایدهای از سختی نسبی دو فلز را به دست دهد.
بهمنظور سوراخکاری استیل به ابزارهای مناسب نیاز دارید. در کنار آمادهسازی تجهیزات لازم، باید قطعه فلز را نیز آماده کنید و اقدامات لازم را جهت تأمین ایمنی در نظر داشته باشید. با رعایت اصول لازم میتوانید هر قطعه فولادی که در اختیار دارید را سوراخ کنید. در ادامه راهنمایی به شما ارائه خواهد شد تا بهصورت کامل به پاسخ این سؤال بپردازیم که چگونه ورق استیل را سوراخ کنیم؟ تا انتهای مطلب همراه ما باشید.

روی قطعه کار فولادی نشانهگذاری کنید
هنگام سوراخکاری ورق استیل باید به نکات مختلفی توجه داشته باشید تا مراحل کار با دقت و موفقیت طی شوند. درصورتیکه قطعه کار فولادی وزن بالایی ندارد و سبک است، باید آن را روی میز کار محکم کنید. بهمنظور انجام این کار میتوانید از گیرههای پلاستیکی یا فلزی C شکل استفاده کنید. گیرهها باعث خواهند شد هنگام استفاده از مته برای سوراخکاری استیل، فلز از جای خود تکان نخورد. درصورتیکه گیره شل باشد، این امکان وجود دارد که قطعهکار هنگام سوراخ کردن بچرخد که باعث تخریب کار و آسیب به شما خواهد شد.
حداقل گیرههای مورد استفاده باید دو عدد باشند. اگر سطح کاری رنگ شده یا پرداخت شده را سوراخ میکنید، گیرهها را مستقیم روی سطح کار نبندید و بین گیره و قطعه فولادی محافظی چوبی یا پارچهای قرار دهید تا گیرهها سطح فلز را فرورفته یا خراشیده نکنند. البته اگر با قطعهای سنگینتر سروکار دارید، به محکم کردن آن با کمک گیره نیاز نخواهید داشت.
بیشتر بخوانید: کاربردهای لوله مانیسمان در صنعت و استاندارد صنایع مختلف
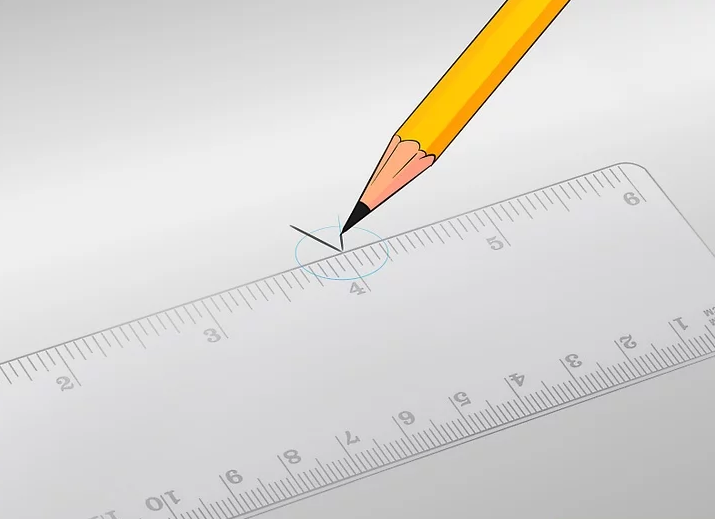
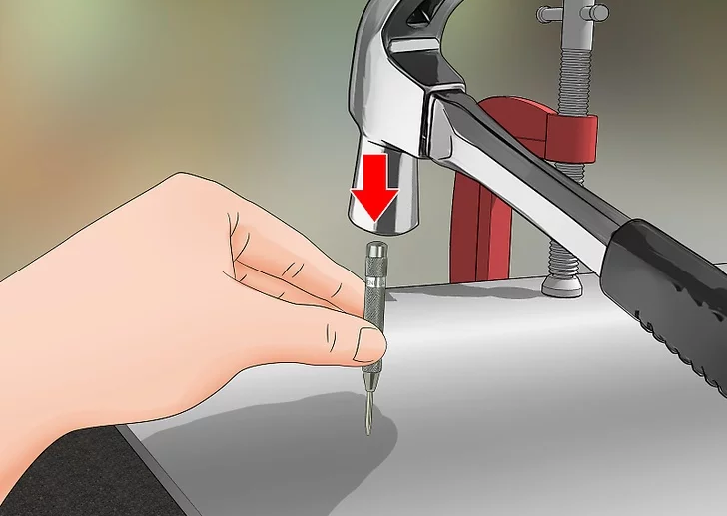
موقعیت سوراخ را در انواع آلیاژ استیل اندازه بگیرید و محل و نقطهای که قرار است سوراخ کنید را با یک مداد یا ماژیک علامت بزنید. در اندازهگیری محل سوراخ همیشه مرکز سوراخ ملاک است و توجه به قطر مته نیز بسیار مهم است. برای دقت بیشتر در مشخص کردن مرکز سوراخ میتوانید، نقطه علامتگذاری شده روی فلز را به کمک یک سنبه نشان نشان گذاری کنید. سنبه نشان را روی سطح استیل قرار دهید و با کمک یک چکش در نقطه در نظر گرفته شده، فرورفتگی کوچکی ایجاد کنید. این کار باعث میشود نوک مته هنگام سوراخکاری روی سطح فلز لیز نخورد.
انتخاب سر مته مناسب و روش روانکاری آن
یکی از سؤالات رایجی که درباره سوراخ کاری فولاد و بخصوص سوراخکاری استیل پرسیده میشود، این است جنس مته مناسب سوراخکاری استیل چیست؟ مته مناسب استنلس استیل را میتوانید در انواع مختلفی پیدا کنید. در واقع اگر فقط چند سوراخ سبک قرار است در فولاد ایجاد کنید، میتوانید از یک سرمته فولادی تندبُر معمولی استفاده کنید. اگر سوراخهای زیادی روی قطعات سختتر و سنگینتر قرار است ایجاد شود، یک سرمته کبالت یا اکسید سیاه انتخاب بهتری است.
البته کاربرد هرکدام از آنها با یکدیگر متفاوت است و شما بر اساس شرایط موجود میتوانید نسبت به انتخاب سرمته مناسب اقدامات کنید. البته سرمتههای خاص و تخصصی قیمت بالایی دارند. اگر سروکار شما با کاری دقیق و حساس است، توصیه میکنیم همین متهها را به کار بگیرید. در تصویر زیر راهنمایی برای انتخاب سرمته مناسب با توجه به نوع کار ارائه شده است.

اول از همه دقت کنید که سرمته تیز باشد. هنگام سوراخکاری استیل باید نسبت به روانکاری و خنککاری سرمته نیز توجه کنید. در واقع اگر میخواهید هنگام سوراخکاری اصطکاک را به کمترین حد خود برسانید و همچنین باعث کاهش گرمای ایجادشده شوید، استفاده از روانکننده مناسب بسیار اهمیت خواهد داشت.
در شروع سوراخکاری، از یک مته به اندازه نصف قطر نهایی که میخواهید سوراخ کنید استفاده کنید. سرمته را در سهنظام دریل قرار دهید و آن را در جای خود خوب محکم کنید. مته کوچکتر براده کمتری بر میدارد و فشار کمتری به دریل وارد میکند و به شما امکان میدهد پس از آن سوراخهای بزرگتری را راحتتر دریل کنید. به عنوان مثال، اگر میخواهید سوراخ 10 میلیمتری ایجاد کنید، ابتدا با سوراخ کردن توسط یک سرمته 5 میلیمتر شروع کنید و پس از آن سرمته 10 را استفاده کنید. برای سوراخهای بسیار بزرگ، به تدریج به سمت قطر مورد نظر سوراخکاری کنید. ممکن است 3 یا 4 سایز مختلف سرمته تا اندازه سوراخ مورد نظر استفاده شود.
یکی دیگر از مواردی که در سوراخ کردن فولاد اهمیت دارد، دمای مته است. تمامی مواد و فلزات با افزایش دما دچار افت استحکام و خواص مکانیکی میشوند. در فرآیند سوراخکاری فولاد، به دلیل ایجاد اصطکاک دمای قطعه و سرمته هر دو بالا میرود.
در این حالت بایستی توجه داشت که با بالا رفتن دمای مته، استحکام آن از استحکام استیل کمتر نشود. چرا که در این صورت، احتمال خراب شدن مته بسیار بالاخواهد بود. نکته دیگری که در پروسه سوراخکاری استیل نیاز است به آن توجه شود، کارسختی ناشی از فرآیند است که سبب مستحکمتر شدن فولاد میشود. جهت رفع این مشکل، استفاده از روانکار مناسب، کاهش دما و اصطکاک تا حدودی از این پدیده جلوگیری میکند. آبصابون و روغن از جمله روانکارهای رایج با نقش خنککاری هستند که در بسیاری موارد لازم است به دقت استفاده شوند.
بیشتر بخوانید: اسلب یا تختال چیست؟
برای سوراخکاری استیل از چه متهای استفاده کنیم؟
انتخاب مته مناسب برای سوراخکاری آلیاژ استیل به عوامل مختلفی مانند نوع استیل، ضخامت آن، نوع ابزار سوراخکاری و بودجه کاربر بستگی دارد. دو نوع از متههای رایج برای این مهم، متههای تُندبُر یا HSS (High Speed Steel) با روکش TiN (نیترید تیتانیوم) و متههای کبالت هستند. برای سوراخکاریهای عمومی در استیلهای معمولی، متههای HSS با روکش TiN گزینه مقرون به صرفه و مناسبی به شمار میآیند. استفاده از TiN (نیترید تیتانیوم) در نوک متههای تندبر یا HSS یا ، باعث کاهش اصطکاک و دمای محل سوراخکاری شده و از کارسختی قطعه نیز جلوگیری مینماید.
برای سوراخکاریهای فولادهای ضد زنگ سختتر و یا تعداد زیاد سوراخکاری پیشنهاد میشود حتماً از سرمتههای کبالت استفاده شود. سرمته های کبالتی از آلیاژهای فولادی با 5 تا 8 درصد وزنی کبالت تولید میشوند. آلیاژ 5 درصد کبالت با نام M35 و آلیاژ 8 درصد کبالت با نام M42 شناخته میشوند. کبالت سبب افزایش مقاومت مته در برابر حرارت شده و همچنین استحکام آن را نیز افزایش میدهد.
استفاده از دستگاه دریل ستونی یا پایه دار برای قطعات با سایز بزرگ
هنگام سوراخ کاری استیل باید به ابعاد قطعه نیز توجه شود. درصورتیکه با قطعات بزرگ فولادی سروکار دارید، باید از دستگاه دریل ستونی یا دریل پایه دار بهره ببرید. کار با این دستگاهها بسیار راحت است و با پیچیدگی خاصی روبهرو نخواهید شد. در واقع دستگاه دریل ستونی از جمله تجهیزات کارگاهی به شمار میروند که سوراخکاری را با نهایت دقت انجام میدهند.
بهمنظور کار با این دستگاهها در ابتدا نیاز است تا قطعه مورد نظر را روی میز کار مربوطه قرار دهید و سپس مته را روی سهنظام دستگاه تنظیم و آن را سفت کنید. زمانی که موقعیت محل سوراخ و مته را بهخوبی تنظیم کردید، میتوانید با خیال راحت دستگاه را روشن کنید.

نکات ایمنی و مهم
هنگام سوراخ کاری استیل توجه به نکات ایمنی از اهمیت بالایی برخوردار است؛ زیرا میتواند از ضامن سلامت شما و کیفیت کار باشند. از مهمترین نکاتی که توجه به آنها را باید در اولویت قرار دهید، میتوانیم به موارد زیر اشاره داشته باشیم:
- ازآنجاییکه امکان شعلهور شدن مواد قابل اشتعال در اطراف و آتشسوزی وجود دارد، پیشنهاد میدهیم حتماً یک کپسول آتشنشانی در نزدیکی خود داشته باشید.
- بُراده و باقیماندههای فلزات را بههیچعنوان بدون دستکش لمس نکنید؛ زیرا امکان بریدن دست و خونریزی وجود دارد.
- برای محافظت از چشمان خود استفاده از عینکهای ایمنی مخصوص را از یاد نبرید.
- قبل از کار با فلزات، پوشیدن یک پیراهن آستین بلند و کفشهای ایمن و پنجه بسته را در نظر داشته باشید. دقت کنید هیچ بخشی از لباس شما به مته نزدیک نشود که گیر کند.
- ازآنجاییکه ممکن است قطعات سبک فولاد حین سوراخ کردن در جای خود بچرخند، حتماً آنها را با کمک گیرههای مخصوص در جای خود محکم کنید.
- مته را عمود بر قطعه فولادی نگه دارید و نوک آن در محل نشانگذاری شده قرار دهید. سپس دریل را روشن کنید.
- سوراخکاری را به آرامی انجام دهید و فشار ثابت و مناسب به سمت پایین وارد کنید. دریل را روی دور کند قرار دهید و سوراخکاری با دور بالا به قطعهکار و مته آسیب میرساند.
- زمانی که از سرمته با قطر کم استفاده میکنید، فشار زیاد وارد نکنید تا مته نشکند.
- پس از ایجاد سوراخ، مته را در حالت روشن از قطعهکار خارج کنید.
- هنگام سوراخکاری مته ممکن است به قطعه فولادی گیرکند و باعث چرخش دریل در دست شما شود. حتماً صورت خود را از مته دور نگه دارید.
- اگر در حین سوراخکاری دود مشاهده کردید، سرعت را کم کنید یا از روانکننده بیشتری استفاده کنید.
- قبل از خارج کردن مته از سهنظام، حداقل 5 دقیقه زمان دهید تا خنک شود.
- بُراده و باقیمانده اضافی سوراخکاری را با یک پارچه ضخیم یا بُرس تمیز کنید. هرگز با دست بدون دستکش این بُرادهها را لمس نکنید.
بیشتر بخوانید: 5 کاربرد ورق استیل پانچ شده در ساختمان

سخن آخر
سوراخکاری ورق فلزی ضمن سادگی، همراه با نکات و مراحل خاصی است که توجه به آنها اهمیت بالایی دارد. امروزه برای سوراخکاری میتوان از دستگاهها و ابزارهای مختلفی بهره برد که شامل دریل دستی، دستگاه دریل ستونی و انواع سرمته میشوند. سرمتهها دارای جنسهای گوناگونی هستند که استفاده از آنها به شرایط و نوع فلز سوراخکاری بستگی دارد.
هنگام سوراخکاری استیل روانکاری مته نباید فراموش شود؛ زیرا با این کار میتوان از افزایش دما و اصطکاک جلوگیری کرد. همچنین در این فرایند توجه به برخی از نکات ایمنی ضرورت دارد که در این مطلب بهصورت کامل آنها را در این مطلب از بلاگ استیل رخ مورد بررسی قرار دادیم.