مقالات, مقالات استنلس استیل
جوشکاری استنلس استیل چگونه انجام میشود؟

تیر
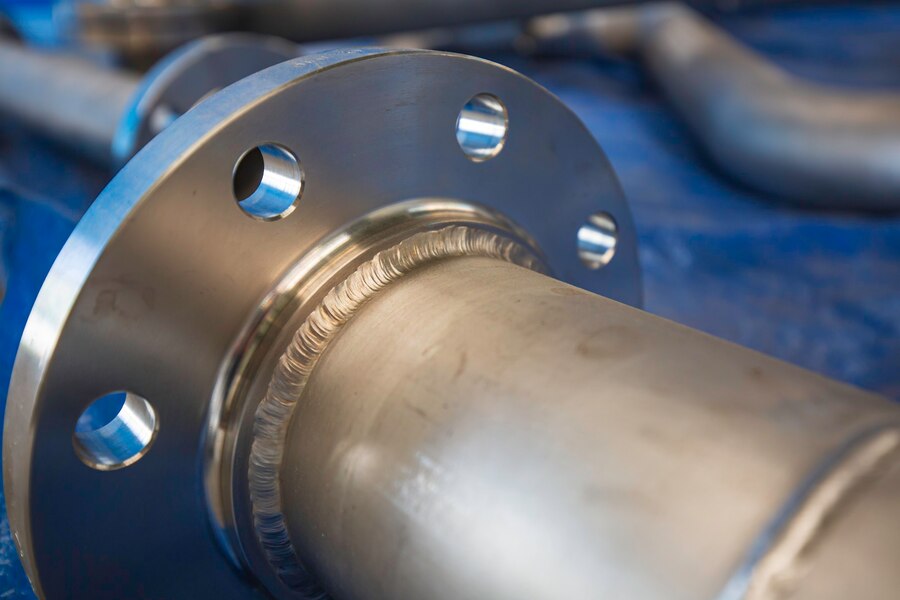
کاربرد گسترده استیل در صنایع مختلف، سبب شده است تا جوشکاری استیل، این آلیاژ ارزشمند نیز به مهارتی ضروری در صنایع مرتبط تبدیل شود. این آلیاژها به جهت خصوصیات و ویژگیهای قابل توجهی که دارند از مهمترین متریالها برای مصارف صنایعی مانند، ساختمانسازی، کشتیسازی، صنایع نفت و گاز، صنایع غذایی و بهداشتی و … به شمار میآیند. ساخت سازهها و تجهیزات مختلف از جنس استیل، نیازمند جوشکاری دقیق و اصولی استنلس استیل است.
جوش استیل به طور قابل توجهی با جوشکاری مواد دیگر متفاوت است. تفاوت اصلی را میتوان به ترکیبات شیمیایی و نوع آلیاژ این فلز مرتبط دانست. برای مثال، فولاد ضد زنگ با ضریب انتقال حرارت پایین در حین جوشکاری استنلس استیل گرما را حفظ میکند، بنابراین یک جوشکار بیتجربه در حین جوشکاری ممکن است حرارت بیشتری را روی سطح اعمال کند. با اعمال حرارت بیشتر، استنلس استیل دچار تاب خوردگی میشود (تاب خوردگی یکی از چندین مشکل رایج در جوشکاری استنلس استیل است).
از آنجا که جوشکاری فولاد ضد زنگ کاری پیچیده و تخصصی است، لازم است توسط افراد مجرب و کارگاههای متخصص انجام شود. در این بررسی ما به طور کامل در مورد قابلیت و نحوه جوشکاری فولاد زنگ نزن صحبت خواهیم کرد.

قابلیت جوشکاری انواع استنلس استیل
فولاد ضد زنگ در کنار آلومینیوم، بدون شک یکی از چالش برانگیزترین مواد برای جوش استیل است. همانطور که در فوق اشاره شد، استنلس استیل به طور موثر گرما را حفظ میکند و تحت دمای بیشتر دچار تاب خوردگی میشود. فولاد ضد زنگ همچنین میتواند در طول فرآیند خنکسازی بعد از جوشکاری استیل ضد زنگ، ترک بردارد و یا خواص متالورژیکی خود را از دست دهد. به طور کلی، اگر یک قطعه ورق استیل استنلس به صورت تخصصی جوشکاری نشود، ممکن است مستعد هرگونه آسیبی باشد.
هر نوع از آلیاژ فولاد ضد زنگ چالشی متفاوت برای جوشکارها ایجاد میکند. فولاد آستنیتی ممکن است تحت حرارت زیاد یا جوش مقعر ترک بخورد. اگر فولاد مارتنزیتی از قبل گرم نشود، مستعد ترک خوردگی خواهد بود. حتی اگر فولاد فریتی با حرارت ورودی زیاد گرم شود، استحکام خود را از دست میدهد. به همین دلیل، باید از مواد پرکننده مناسب، گاز محافظ و سایر موارد برای هر آلیاژ استفاده کرد تا جوش خوبی حاصل شود.
ویژگیهای جوشپذیری انواع استنلس استیل در جدول زیر آورده شده است:
| آستنیتی 304، 316، 310، 201، … | قابلیت جوشکاری خوب عدم نیاز به عملیات حرارتی قبل و بعد از جوشکاری استنلس استیل استفاده از جوشهای محدب استفاده از پرکنندههای مناسب با ترکیب منطبق با مواد پایه آلیاژ |
| فریتی 430، 405، 409، … | قابلیت جوشکاری ضعیف نیاز به حرارت ورودی کم استفاده از یک پاس جوشکاری به دلیل ضخامت کم استفاده از پرکنندههای مناسب با ترکیب منطبق بر سطح کروم آلیاژ |
| مارتنزیتی 410، 416، 420، 430F، …
| قابلیت جوشکاری سخت نیاز به پیش و پس گرم داشتن حداقل دمای بینابینی و نیاز به دقت بسیار بالا در جوشکاری استیل استفاده از پرکنندههای مناسب با ترکیب منطبق بر محتوای کروم و کربن |
روشهای جوشکاری استیل
قبل از انجام جوش استیل باید به مسائل ایمنی توجه شود. بدین دلیل که در حین جوشکاری استنلس استیل بخار کادمیوم و کروم در هوا پراکنده میشوند که برای سلامتی مضر هستند. بنابراین حفظ اقدامات ایمنی مناسب، از جمله تهویه محلی اگزوز (LEV: Local exhaust ventilation) و تجهیزات حفاظت فردی جوشکار (PPE: Personal protective equipment) مانند ماسکهای جوشکاری استیل ضروری است. در ادامه به سراغ سه روش رایج در جوشکاری فولاد ضد رنگ میرویم:
جوشکاری قوسی تنگستن با گاز (TIG)
TIG مخفف Tungsten Inert Gas است که خود مخفف Gas Tungsten Arc Welding (GTAW) به معنای جوشکاری قوسی با الکترود تنگستن (غیر مصرفی) و پوشش گاز بی اثر اطراف آن است. این روش به دلیل کیفیت بالا، تطبیقپذیری و طول عمر، رایجترین فرآیند جوشکاری فولاد زنگ نزن است. این فرآیند جوشکاری استنلس استیل حرارت ورودی کمی ایجاد میکند که باعث میشود برای قطعات نازک انتخایی عالی باشد. گاز آرگون اغلب با گازهای دیگر از جمله هلیوم، هیدروژن و نیتروژن بسته به نیاز مخلوط میشود.
بیشتر بخوانید: چرا رنگ استیل بر اثر حرارت تغییر میکند؟

جوشکاری TIG برای اتصالات حساس و مقاطع نازک ایده آل است و به طور گسترده در صنعت برای جوشهای دقیق و ظریف استفاده میشود و رایجترین روش برای جوشکاری مقاطع نازک فولاد ضد زنگ بر روی فلزات نازکتر است. مزایای استفاده از جوشکاری TIG بر روی فولاد ضد زنگ شامل سایش کم الکترود، بدون منفذ و خُلل و فُرج، منبع گرمای متمرکز که به نوبه خود منجر به یک منطقه همجوشی باریک میشود، کنترل دقیق عملیات، قوس بسیار پایدار، جوشکاری با یا بدون پُرکننده و در نهایت باقی مانده اکسیداسیون حذف شده و در نتیجه فرآیند تمیز کردن نهایی ساده میشود.
جوشکاری مقاومتی یا نقطهای
جوشکاری مقاومتی به صورت نقطهای یا درز جوش یکی از اقتصادیترین نوع جوش استیل است. از تجهیزات جوشکاری مقاومتی (Resistance welding) میتوان در پروژههای کوچک و بزرگ استفاده کرد. جوشکاری مقاومتی از جریان الکتریکی برای گرم کردن لبههای فلزی و مهر و موم کردن آنها بهره میبرد. این نوع جوشکاری روی استیل با نقطه ذوب پایین بسیار کارآمد عمل میکند زیرا میتوان آن را طوری طراحی کرد که از اعوجاج فولاد ضد زنگ جلوگیری کند.
بیشتر بخوانید: اتصالات جوش لب به لب لوله

در تولید، در مقایسه با سایر روشهای جوشکاری، جوشکاری مقاومتی میتواند بسیار کارآمدتر باشد، زیرا فقط به فشار دادن یک دکمه برای انجام فرآیند نیاز دارد. به خصوص برای فولاد ضد زنگ، زمان گرمایش و شدت حرارت کمتر است و در نتیجه کمتر بر روی منطقه ای که روی آن کار می شود تأثیر میگذارد. برای تولیدکنندگان، این فرآیند میتواند مکانیزه و خودکار باشد و نیازی به ساعتهای طولانی آموزش جوشکاران ندارد. در نتیجه جوشکاری مقاومتی نه تنها از نظر زیباییشناسی مناسب است، بلکه مزایایی مانند بهرهوری بالا و هزینه کم، ایجاد دود کمتر و محیط کاری سالمتر را نیز دارد و در مجموع برای تولیدکنندگان مقرون به صرفهتر است.
جوشکاری فلز گاز خنثی (MIG)
جوشکاری MIG یا Metal Inert Gas که خود مخفف Gas Metal Arc Welding (GMAW) به معنی جوشکاری فلز با قوس الکتریکی و گاز است، یک فرآیند نیمه اتوماتیک است که در صورت انجام صحیح آن، بین دو قطعه فولاد ضد زنگ اتصال قوی ایجاد میکند. در دنیای جوشکاری، اغلب از این روش به عنوان “تفنگ چسب داغ” یاد می شود و در دهه 1940 برای جوشکاری فلزات غیر آهنی توسعه یافت. این فرآیند از یک گاز محافظ غنی از آرگون و یک الکترود بهره میبرد.
مخلوط گازهای دیگر از جمله گازهای هلیوم، اکسیژن و دی اکسید کربن اغلب برای تثبیت قوس، سرعت جوش دادن استیل زنگ نزن و بهبود کیفیت جوش استیل استفاده میشوند. البته بنا به نیاز و نوع جوشکاری ترکیبهای مختلقی از عناصر تشکیل دهنده گاز محافظ پیشنهاد میشود. جوشکاری MIG به این دلیل محبوب است که به جوشکار اجازه میدهد تا از منبع جریان متناوب استفاده کند.
بیشتر بخوانید: از چه روشهای عملیات حرارتی در تولید فولاد استفاده می شود؟

مزیت اصلی جوشکاری MIG این است که به فلز امکان می دهد خیلی سریعتر از تکنیک های سنتی “جوشکاری الکترودی” جوش داده شود. روش جوشکاری MIG جوشهای طولانی و پیوسته را بسیار سریعتر تولید میکند و میتواند روی فولاد ضد زنگ ضخیمتر در کاربردهایی که به خطوط جوش طولانی نیاز است استفاده شود. از آنجایی که گاز محافظ از قوس جوش محافظت میکند، این نوع جوش یک جوش تمیز با پاشش بسیار کم ایجاد مینماید.
جوش استیل با دستگاه جوش معمولی
جوشکاری استیل با الکترود استیل یک روش در دسترس است که برای طیف وسیعی از جوش استیل در صنایع مختلف از جمله لوازم خانگی، تجهیزات استیل صنایع غذایی و دارویی استفاده میشود. در روش جوش استیل با دستگاه جوش معمولی با حرارت ناشی از قوس الکتریکی جریان برق متناوب، الکترود استیل را ذوب کرده و دوقطعه را بهم متصل میکند. بدیهی است تمیز بودن قطعات استیل قبل از جوش در کیفیت نهایی کار اثرگذار خواهد بود.
از تجهیزات و مواد مورد نیاز برای جوشکاری استیل میتوان به دستگاه جوش، الکترود استیل با آلیاژهای مختلف، و ژل تمیز کننده استیل اشاره کرد. شما میتووانید برای مشاوره و اطلاع از خدمات جوشکاری استیل در مجموعه استیل رخ با کارشناسان ما در ارتباط باشید.
با توجه به شرایط، ویژگیهای مورد نیاز و تنوع گرید استیل، روشهای مختلفی برای جوش دادن این آلیاژها وجود دارد که جوش استیل با الکترود یا فیلر با روش دستی و جوش استیل با دستگاه جوش معمولی را میتوان یکی از رایجترین آنها دانست.
منظور از جوشکاری استیل با الکترود قوس الکتریکی (جوش استیل با دستگاه جوش معمولی) یا جوشکاری SMAW است که میتوان گفت رایجترین روش جوشکاری استیل با الکترود است. این روش جوشکاری بسیار در دسترس بوده و نسبت به روشهایی مانند TIG و MIG، مقرون به صرفهتر و سادهتر نیز هست.
در جوشکاری استیل با الکترود، گازمحافظ از سوختن پوشش روی الکترود به وجود میآید. این گاز وظیفه محافظت از خط جوش را در برابر گازهای موجود در محیط مانند اکسیژن را بر عهده دارد و از اکسیداسیون حوضچه مذاب جلوگیری مینماید. انتخاب گرید مناسب (انتخاب و استفاده از سیمجوش یا فیلر مناسب استیل) برای الکترود به جنس فلز پایه و نیازهای جوشکاری بستگی دارد و قطر الکترود نیز با توجه به ضخامت مقطع تعیین میشود.
به دلیل تولید گازهای مضر در حین جوشکاری، انجام این فرایند در محیطهای باز توصیه میشود. در صورت عدم جوشکاری در فضای باز، استفاده از سیستمهای تهویه مناسب برای خروج گازهای سمی و محافظت از سلامتی اپراتور ضروری است.
بیشتر بخوانید: روشهای ریخته گری استنلس استیل
کدام روش جوشکاری استنلس استیل بهتر است؟
پاسخ به این پرسش به اهداف مورد نظر شما و عوامل تاثیرگذار محیطی بستگی دارد. برای یافتن بهترین فرآیند جوش استیل عواملی مانند سطح مهارت جوشکار، کیفیت سطحی مورد نظر، ضخامت قطعه، هزینههای جوشکاری، ویژگیهای فلز پُرکننده، امکانات و تجهیزات، استفاده از جوش استیل با دستگاه جوش معمولی یا روشهای پیشرفتهتر، زمان بندی اجرا و غیره تاثیرگذار هستند. اگر کیفیت و ظرافت جوشکاری استیل در اولویت باشد، روش TIG میتواند مناسب باشد اما اگر سرعت و کارآیی در اولویت است، جوشکاری MIG فرآیند بهتری خواهد بود. همچنین اگر کار ماهیت تولید انبوه داشته باشد، جوشکاری مقاومتی بهترین انتخاب است.
برای پروژههایی که به جوشهای تمیز و کنترل شده نیاز دارند، جوشکاری TIG به دلیل دقت بالا روش مناسبتری است. اگرچه این روش جوشهای دقیق و زیبایی ایجاد میکند اما کندترین فرآیند جوشکاری محسوب میشود. همچنین برای انجام جوشکاری قوسی تنگستن با گاز به جوشکار با مهارت بالا نیاز است. از نظر ضخامت قطعه کار نیز باید بگوییم، جوشکاری TIG برای قطعات نازک مناسب است اما جوشکاری MIG برای قطعات با ضخامت بیشتر کاربرد دارد.
بیشتر بخوانید: راهنمای انتخاب استیل نسوز و مناسب درجه حرارت زیاد
اگر به جوشکاری با ظاهر زیبا و دقت بالا نیاز نباشد و اولویت در صرفه جویی در هزینهها و سرعت انجام کار است، جوشکاری MIG انتخاب بهتری خوآهد بود. همچنین در جوشکاری MIG به جوشکار بسیار ماهر نیاز نیست و تجهیزات مورد نیاز برای انجام کار ساده و قبل حمل هستند. به همین دلیل MIG روشی محبوب برای کارهای تعمیر و نگهداری است.
آیا جوشکاری استنلس استیل باعث زنگ زدگی میشود؟
در شرایط عادی، فولاد زنگ نزن در برابر خوردگی مقاومت است. اما در محیط بسیار خورنده، استیل ممکن است دچار خوردگی و زنگ زدگی شود. این اتفاق زمانی رخ میدهد که لایه اکسید کروم از بین میرود یا حذف میشود. گاهی اوقات نیز زنگ زدگی میتواند در حین جوشکاری استنلس استیل (در طول فرآیند گرم کاری یا خنک سازی) رخ دهد.
حتی با جوشکاری TIG، زنگ زدگی میتواند یکی از بزرگترین چالشهای جوش استیل باشد. به همین دلیل تمیز کردن و آماده سازی قطعات قبل از شروع بسیار مهم است. با تمیز کاری و آماده سازی قطعات استیل میتوان از زنگ زدگی در طول فرآیند جوشکاری جلوگیری به عمل آورد. برای تمیز کاری میتوانید از برس سیمی استفاده کنید. فقط از برسی استفاده کنید که برای سایر سطوح فلزی استفاده نکرده باشید. زیرا که ذرات میکروسکوپی از فلزات دیگر در هنگام تمیز کردن روی سطح فولاد ضد زنگ مینشیند و باعث خوردگی میشوند.
نکات مهم در جوشکاری استیل
قبل از انجام جوش استیل باید به نکات مهم زیر توجه کنید:
- همیشه قبل از هر چیز، تجهیزات جوشکاری، منبع تغذیه، کابلها، آمپر و ولتاژ دستگاه جوش را بررسی کنید. در صورت نیاز به تعویض سریع، سیمهای اضافی، مواد مصرفی و نازل تفنگ باید در حین کار در دسترس باشند.
- بر اساس آلیاژ فلزی که میخواهید جوشکاری کنید، مواد پُرکنندهای را انتخاب کنید که مناسب باشند. انتخاب مواد پُرکننده مناسب برای حفظ مقاومت در برابر خوردگی و خوصوصیات دیگر فولاد ضد زنگ مهم است. برای انتخاب مناسب پُر کننده و بررسی جداول مربوط به انتخاب گریدهای استنلس استیل و فیلرهای آنها میتوانید مطلب (انتخاب و استفاده از سیمجوش یا فیلر مناسب استیل) را مطالعه نمایید.
- مهم است در محیطی با تهویه مناسب کار کنید. توصیه میشود در مکانی باز کار کنید تا تهویه کافی برای جوشکار فراهم شود. اگر جریان هوای تازه در محل کار وجود نداشته باشد، میتوان از سیستمهای تهیه مطبوع مخصوص استفاده کرد. علاوه بر این، برای بهبود عملکرد کار باید نور کافی در فضا وجود داشته باشد.
- پوشیدن لباس و عینک مناسب، کاری ضروری است. این کار برای اطمینان از ایمن بودن جوشکار در برابر حوادث خطرناک مانند جرقه، سوختگی، پاشش، تشعشع و شوک الکتریکی است.
- یکی از راههای جلوگیری از تاب برداشتن در هنگام جوشکاری فولاد ضد زنگ، بستن یک قطعه برنج یا مس در پشت درز جوش است. این کار به عنوان یک مکانیسم خنک کننده یا «هیت سینک» عمل کرده و گرما را جذب میکند. همچنین میتواند به شما کمک کند تا کل درز را به طور مداوم جوش دهید.
- تفنگ جوش خود را در زاویه 90 درجه با زاویه حرکت 5 تا 15 درجه نگه دارید. برای اتصالات T و لبه، زاویه بیشتری را در حدود 45 تا 70 درجه امتحان کنید.
کلام آخر
فولاد ضد زنگ انتقال حرارت خوبی ندارد و حرارت را به شکل موثری در خود حفظ میکند و این مشکل عمل جوش دادن استیل را دشوار خواهد کرد. هنگامی که حرارات در حین جوشکاری بالا میرود، استنلس استیل میتواند در اثر دماهای بالا تاب بردارد و در طول فرآیند خنکسازی دچار اعوجاج شود. بنابراین، انتخاب روش مناسب و دشتن مهارت در جوشکاری استیل امری بسیار مهم است.
چنانچه به دنبال خدمات جوشکاری استیل (ضد زنگ) هستید، «مجموعه استیل رخ»، با استفاده از دانش روز و تجهیزات پیشرفته به شما در رفع نیازهایتان کمک خواهد نمود. از این رو همین امروز برای خرید لوله استیل، خرید پروفیل استیل و دیگر مقاطع استنلس استیل، با تیم پشتیبانی استیل رخ تماس بگیرید.
آیا شما وسایل کوچک هم جوش میدهید
درود جناب مرادزاده،
ضمن سپاس از توجه شما، بهتر است قبل از پاسخ بدانم که منظور از کوچک چه ابعادی است؟ اگر منظور قطعاتی با ابعاد چند سانتیمتر است امکان جوشکاری وجود دارد ولی به این شرط که حداقل یکی دو میلیمتر ضخامت داشته باشند.
در صورت نیاز به مشاوره بیشتر خوشحال خواهیم شد که با بخش فنی استیل رخ در ارتباط باشید.
سلام جوش تسمه دور لوله چطور باید انجام شود
دوست عزیز سلام،
نوع جوشکاری بستگی به ضخامت جداره لوله و شرایط کاری سیستم دارد و اصولاً بهتر است بدنه لولههایی که سیالی با فشار در آن جریان دارد را جوشکاری نکنید. البته اگر لوله برای کاربرد سازهای استفاده میشود و ضخامت کافی برای جوشکاری دارد، جوشکاری تسمه به آن هیچ مشکلی ندارد.
با توجه به نکات فوق، برای جوشکاری تسمه به لوله، از روشهای مختلف جوشکاری مثل تیگ یا CO2 میتوانید استفاده کنید. توجه داشته باشید که با درنظر گرفتن آلیاژ استیل مورد استفاده در لوله و تسمه، از فیلر مناسب استفاده کنید.
سلام ما تعداد سه عدد پروانه پمپ با متریال داپلکس هر یک به وزن 800 کیلو هست که بعد از عملیات حرارتی و آنیل دچار ترک خوردگی شده و الان هنگام عملیات جوشکاری به هر روش موجب ترک خوردگی می شود و ترکهای متعددی روی قطعه ایجاد می شود لطفا راهنمایی بفرمایید چگونه جوشکاری کنیم .
دوست عزیز سلام و روز بخیر،
ایجاد ترک در هنگام جوشکاری استیل به عوامل متعددی بستگی دارد، ولی شاید بشود علت اصلی ایجاد ترک در ناحیه جوشکاری شده را ناشی از عدم انتخاب فیلر یا سیم جوش مناسب دانست. پاسخ به این پرسش نیاز به اطلاعات بیشتری از شرایط کاری و عملیات جوش دارد. مطالعه دو مطلب زیر در سایت استیل رخ را به شما پیشنهاد میکنم، امیدوارم پاسخ بگیرید و به نتیجه مطلوب برسید.
دیاگرام شفلر و کاربردهای آن
انتخاب و استفاده از سیمجوش یا فیلر مناسب استیل