مقالات, مقالات استنلس استیل, مقالات برش فلزات
رفع مشکلات رایج در برش لیزر استنلس استیل

آذر
مشکلات برش لیزر چیست؟ چطور باید آن را رفع کرد؟ دستگاههای برش لیزر در حال حاضر تبدیل به یکی از پرکاربردترین تجهیزات برش صنعتی شدهاند و بدین منظور در صنعت راه طولانی را طی کردهاند. نمونههای امروزی این دستگاهها از قابلیتهای گوناگون برخوردار هستند. بهعنوانمثال میتوانید انواع پارامترها را در آنها تنظیم کنید. این دستگاهها میتوانند انواع ورقهای فولادی با آلیاژهای مختلف از نازک تا ضخیم را برش دهند؛ با این وجود ممکن است گاهی به دلایل فنی مشکلاتی نیز بهوجود آید. در این مطلب قصد داریم به بررسی مشکلات رایج در برش استنلس استیل یا فولاد ضدزنگ بپردازیم؛ پس تا انتهای مطلب همراه ما باشید.
بررسی مشکلات رایج در برش استیل
مشکلات برش لیزر شامل چه مواردی میشوند؟
همانطور که اشاره کردیم در برش استیل ممکن است مشکلاتی پیش آید که هرکدام راهکار مخصوصی دارند. در این بخش قصد داریم به بررسی چند مورد از آنها بپردازیم تا با آگاهی از آنها، بتوانید به مشکلات برش لیزر غلبه کنید.
عدم آشنایی با پارامترهای برش
برش لیزری در مقایسه با برش پلاسما دارای تفاوتهای قابلتوجه است. بهطورکلی 5 عامل یا پارامتر مهم در تنظیم دستگاه برش لیزر و برش ورق استیل وجود دارند که در کیفیت برش ورق فولاد ضدزنگ تاثیر گذارند؟ این پنج پارامتر شامل موارد زیر میباشند:
- فوکوس و تمرکز پرتو
- قدرت پرتو
- نرخ جریان و تغذیه گاز
- فشار گاز
- تنظیم نازل
دستگاههای مدرن بهاندازه کافی پیشرفته هستند تا بتوانند ویژگیهای پرتو لیزر را کنترل کنند. فوکوس و توان پرتوها برای برش انواع آلیاژهای استیل با استحکام بالا، ضخامت و گریدهای مختلف اهمیت فوقالعادهای دارد. تکنسینها و اپراتورهای دستگاه هنگام انجام عملیات باید پارامترهای دیگر را نیز مورد بررسی قرار دهند. تنظیمات موقعیت و راستای نازل و سیستم تامین پرتو از جمله این موارد هستند. برای اینکه برش خوبی انجام دهید، باید تمامی عوامل را در نظر بگیرید و بر اساس آنها تنظیمات لازم را قبل از شروع عملیات برش انجام دهید.
در ادامه بررسی مشکلات برش لیزر باید بگوییم که هنگام برش ورقهای فولادی بهوجودآمدن یک سری از عیوب طبیعی است؛ اما به این معنا نیست که باید آنها را بپذیرید! شما باید برای رفع مشکلات برش لیزر در برش استیل با پارامترهای مهم برش و نحوه تنظیم آنها آشنا شوید. زمانی که به این پارامترها بیتوجه باشید، قطعه برش خوردهای که تولید خواهید کرد، همراه با عیوبی خواهد بود که نتیجه این امر میتواند هدر رفتن هزینه و زمان باشد.
بیشتر بخوانید: 5 کاربرد طراحی برش لیزر استیل برای دکوراسیون

مشکلات برش لیزر ناشی از ویژگیهای مختلف
یک سری از مشکلات برش لیزر به دلیل ناهماهنگی ویژگیها و مشخصات مختلف به وجود میآیند. هرچند نمیتوان ترکیب صحیح پارامترها را یک علم دانست؛ اما بااینوجود باید آنها را با نسبتهای کاملاً مناسب و هماهنگ تنظیم کرد؛ در غیر این صورت مشکلاتی را مشاهده خواهید کرد. در برش لیزر استنلس استیل تعادل بین ناحیه ذوب شده توسط پرتو لیزر، سرعت حرکت پرتو و جریان گاز برای خروج مذاب اصلیترین موضوع است. اگر این فرایند و تعدل بین پارامترهای مربوطه بهدرستی انجام نشود، شاهد مشکلات زیر خواهید بود:
ناحیه بزرگ تحت تأثیر حرارت
در این فناوری برای برش فلز و ذوب موضعی لازم است گرما تولید شود، و تولید گرما به انرژی نیاز دارد. حرارت بالا پارامتری است که با کمک آن میتوان فولاد را برش داد. ازآنجاییکه فولاد یکی از بهترین رساناهای گرمایی است، گرما از نقطه برخورد پرتو لیزر به فلز انتقال پیدا میکند. در فرایند برش لیزر بین فلز ذوبشده و ناحیهای از فلز که تحت تأثیر حرارت قرار نگرفته است، یک ناحیه به وجود میآید. در این ناحیه ریزساختارهای آلیاژ و استحکام فلز تحت تاثیر قرار خواهند گرفت. ناحیه تحت تأثیر گرما یا heat-affected zone (HAZ)، میتواند ضعفهای بالقوهای از خود نشان دهد. پس این ناحیه نباید بزرگ باشد تا کمترین آسیب به قطعه وارد شود.
در حالی که برش لیزر با تنظیمات صحیح دارای کوچکترین ناحیه متاثر از حرارت در مقایسه با سایر روشهای مورد استفاده برای برش فولاد است، این مشکل رایج در برش استیل کاملاً برطرف نمیشود. جریان گاز کافی در محل برش و خنک کننده اضافی میتواند به کاهش تشکیل HAZ کمک کند.
شیار و اعوجاج در محل برش
از دیگر مشکلات برش لیزر میتوانیم به وجود شیار (Striation) و ناهمواریهای مختلف در محل برش اشاره کنیم. شیارها یک سری از برجستگیهای کوچک، تیز، تناوبی و ناخوشایندی هستند که در محل برش ایجاد میشوند. این زائدهها، بسیار نامطلوب هستند؛ زیرا روی ظاهر، کیفیت سطح و همچنین دقت محصول نهایی تأثیر میگذارند. شیارها معمولاً هنگام فرایند ذوب و خنکسازی تشکیل شوند.
هرچند نمیتوان بهصورت کامل این شیارها را از بین برد؛ اما کاهشدادن میزان آنها امکانپذیر است. اگر سرعت برش مناسب باشد، میتوان نسبت به کاهش این شیارها اقدام کرد. تغییرات جزئی دما شرایط گرمایش و ذوب تقریباً یکنواخت را فراهم میکند و با کنترل آن میتوان میزان شیارها را به حداقل رساند.
بیشتر بخوانید: مهمترین و اصلیترین تفاوت فولاد و استیل

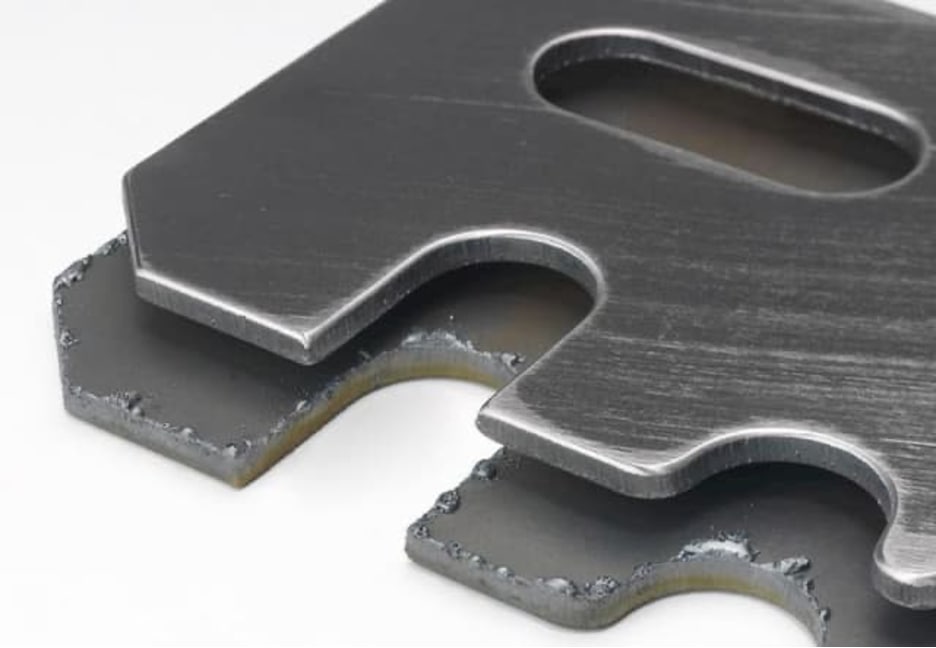
مشکلات برش لیزر مانند تشکیل پلیسه
از دیگر مشکلات برش لیزر میتوانیم به تشکیل پلیسه (Burr) اشاره کنیم. اگر زمانی که ذوب در حال انجام است به هر دلیل مذاب به اطراف پراکنده شود، پلیسه تشکیل خواهد شد. جریان گاز، فلز ذوبشده را از بین شکاف برش با فشار خارج میکند و گاهی زیر ورق ذرات مذاب تبدیل به جامد میشوند. تشکیل این پلیسهها تحت تأثیر عوامل مختلفی رخ میدهد که از جمله آنها میتوانیم به ضخامت ورق فلزی و نوع گاز اشاره داشته باشیم.
اگر از نیتروژن استفاده شود، در آن صورت تمام انرژی که باعث ذوب فلز میشود، توسط پرتوهای لیزر تامین میشود. در عوض زمانی که از اکسیژن استفاده شود، گاز با فلز گرم شده وارد واکنش شده و یک واکنش گرمازا را منجر میشود. این امر باعث خواهد شد گرمای حاصل افزایش پیدا کند و در نهایت شاهد پلیسهها و برآمدگیهای بیشتری نیز باشید. با تنظیم فشار گاز میتوان یک برش باکیفیت را به دست آورد. زمانی که فشار گاز بیش از حد معمول باشد، در آن صورت تعداد پلیسهها نیز افزایش پیدا خواهند کرد؛ به همین علت برای کاهش فشار از اکسیژن استفاده میشود.

سخن آخر
در این مطلب سعی کردیم به مشکلات برش لیزر اشاره داشته باشیم. مشکلات برش لیزر بهگونهای هستند که ظاهر فلز برش خورده را تغییر میدهند و در نهایت کیفیت نهایی کاهش پیدا میکند. برای رفع این مشکلات، باید با پارامترها و تنظیمات برای یک برش خوب آشنا باشید که در این مطلب سعی کردیم به مهمترین آنها اشاره کنیم. عدم آشنایی با پارامترهای برش لیزر مشکلات موجود را افزایش میدهد و یک نتیجه ضعیف و نامطلوب را برای شما رقم میزند.
مجموعه استیل رخ با سالها تجربه در خدمات برش لیزر فلزات این امکان را دارد تا ضمن انجام این خدمات، شما را در اجرای بهتر این امور راهنمایی کند. ما همچنین تامین کننده انواع ورق استیل، لوله استیل، پروفیل استیل و سایر محصولات استیل هستیم و شما میتوانید تامین مواد اولیه استیل و خدمات آن را با خیال آسوده به ما بسپارید. برای مشاوره با کارشناسان استیل رخ در ارتباط باشید و از وبسایت ما بازدید بفرمایید.