مقالات, مقالات استنلس استیل
سیم جوش و الکترود استیل چگونه تولید میشوند؟

فروردین
فولاد ضد زنگ یا استنلس استیل به دلیل مقاومت بالا در برابر خوردگی، خواص مکانیکی مطلوب و دوام طولانی، از جمله مصالح پرکاربرد در صنایع مختلف است. در پروسه جوشکاری استیل، سیم جوش و الکترودهای استنلس استیل نقش مهمی در اتصال قطعات و ایجاد یک پیوند مقاوم ایفا میکنند. اما تولید سیم جوش دارای فرایندهای چندمرحلهای، کنترل دقیق ترکیب شیمیایی و رعایت استانداردهای بینالمللی است. در ادامه به تشریح مراحل تولید این اقلام مصرفی میپردازیم.
تفاوت سیم جوش و الکترود
قبل از پرداختن به موضوع تولید سیم جوش و ساخت الکترود جوشکاری، بهتر است تفاوت بین الکترود پوشش دار و سیم جوش و فیلر بدون پوشش را توضیح دهیم. همانطور که میدانید، فرآیندهای محتلفی برای جوشکاری وجود دارد که از تکنیکهای مختلفی بهره میبرند. برخی از فرآیندها نیاز به فلز پر کننده ندارند و برخی دیگر نیز برای ایجاد اتصال نیاز به مادهی پرکننده دارند. فیلر متال یا فلز پرکننده در فرآیندهای جوشکاری، الکترود و سیم جوش (Filler metal) هستند.
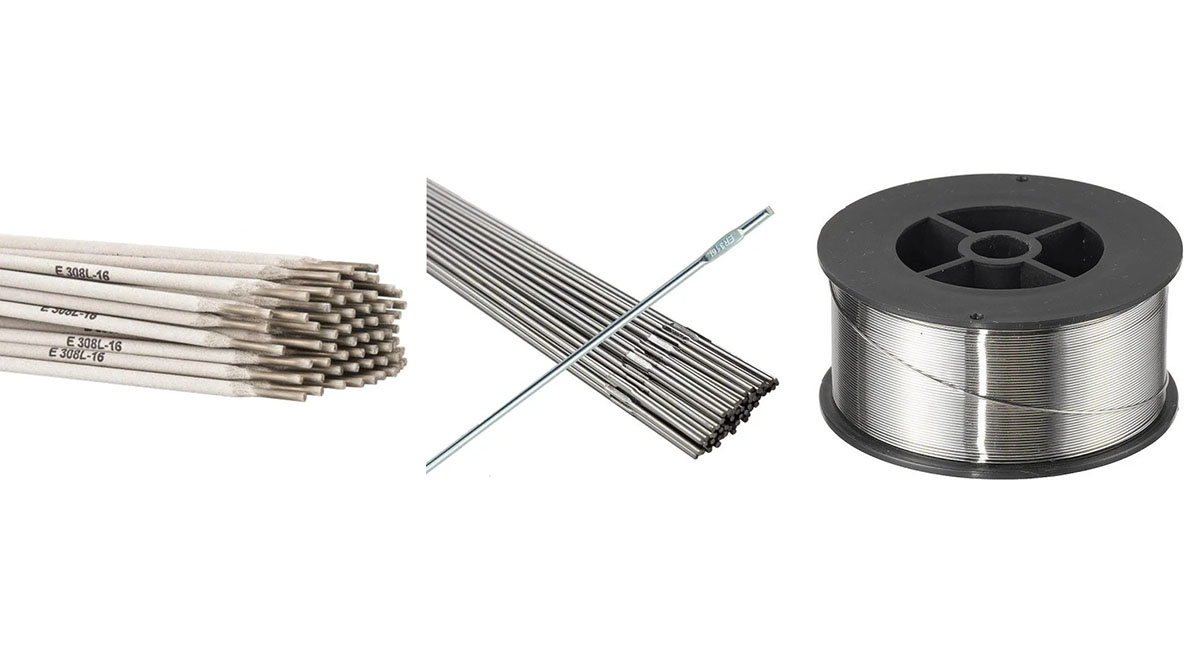
در فرآیند جوشکاری شرایط برای کسید شدن فلز فراهم است و محافظت از خط جوش به کمک گاز محافظ صورت میگیرد. در برخی از فرآیندها این گاز با استفاده از مشعل جوشکاری به سمت خط جوش هدایت میشود. اما در برخی فرآیندها محافظت ناحیه جوش با گاز حاصل از سوختن پوشش الکترود صورت میگیرد. در واقع تفاوت سیم جوش و الکترود را میتواند در پوشش دار بودن الکترود دانست. پوشش روتیلی، پوشش قلیایی، پوشش سلولوزی و پوشش مخلوط، پوششهایی هستند که هرکدام برای جوشکاری آلیاژهای مختلف مورد استفاده قرار میگیرند. در مغز این الکترودها گریدهای مختلف آلیاژهایی از جمله آلومینیم، فولاد، استنلس استیل و… وجود دارد.
اما سیم جوش پوشش ندارد و برای فرآیندهای جوشکاری TIG و MIG مورد استفاده قرار میگیرد. انتخاب سیم جوش مناسب نیز با توجه به ترکیب آلیاژهای پایه صورت میپذیرد.

مراحل ساخت الکترود پوشش دار جوشکاری
برای تولید الکترود جوشکاری باید مراحلی طی شود تا محصول نهایی کیفیت و کارایی مد نظر را داشته باشد.
- انتخاب مواد اولیه: اولین گام در ساخت الکترودهای جوش، انتخاب مواد اولیه با کیفیت بالا است. اجزای اصلی یک الکترود جوش شامل سیم جوش یا هسته فلزی، پوشش فلاکس و پیوند دهنده است. مفتول هسته فلزی معمولاً بسته به کاربرد از فولاد کربنی، استنلس استیل یا آلومینیوم ساخته میشود. پوشش فلاکس شامل موادی است که از ورود ناخالصیها جلوگیری کرده و فرایند جوش را بهبود میبخشد؛ و پیوند دهنده نقش چسب را بر عهده دارد تا پوشش فلاکس بهطور یکپارچه روی الکترود بچسبد.
- کشش سیم: پس از انتخاب مواد اولیه، هسته فلزی از طریق فرایندی به نام کشش سیم تولید میشود. در این عملیات، سیم یا مفتول از چند سری قالب عبور داده میشود تا قطر آن کاهش یافته و به اندازه دلخواه برسد. این فرایند باعث یکنواختی، استحکام و دقت ابعادی سیم میشود.
- برش و شکلدهی سیم: مفتولهایی که از طریق فرآیند کشش سیم تولید شدهاند به طولها و اشکال مورد نیاز برش داده میشود. این عملیات میتواند به صورت دستی یا با دستگاههای خودکار انجام شود تا از دقت ابعادی و یکنواختی اطمینان حاصل شود.
- مخلوطسازی فلاکس: پوشش فلاکس از طریق مخلوط کردن اجزای مختلف شامل مواد معدنی، اکسیدها و ترکیبات شیمیایی با نسبتهای مشخص تهیه میشود. ترکیب دقیق این مواد وابسته به نوع الکترود جوش مورد تولید و کاربرد نهایی آن است. فرایند مخلوطسازی به دقت کنترل میشود تا کیفیت و عملکرد همگن پوشش فلاکس تضمین گردد.
- پوششدهی فلاکس: در این مرحله، سیم یا مفتول هسته فلزی از میان دستگاه پوششدهی عبور داده میشود و مخلوط فلاکس بهطور یکنواخت بر روی آن اعمال میگردد. ضخامت پوشش مطابق با استانداردهای تعیینشده کنترل میشود و پس از آن سیم پوششدار به صورت خشک در میآید تا رطوبت آن از بین رفته و فلاکس به درستی به سطح سیم بچسبد
- خشکسازی و پخت: در نهایت الکترودها تحت فرایند پخت قرار میگیرند. در این مرحله، الکترودها در کورههایی با دماهای کنترلشده به مدت معینی نگهداری میشوند؛ این کار موجب حذف رطوبت نهایی پوشش فلاکس و تثبیت و سخت شدن آن میشود که پایداری و عملکرد الکترود را بهبود میبخشد.
فرآیندهای ذکر شده مرتبط با تولید بودند. اما تولید سیم جوش به چه صورت است؟
مراحل تولید سیم جوش و الکترود بدون پوشش
برای تولید سیم جوش برخی از مراحل ذکر شده انجام نمیشود. مراحل تولید سیم جوش استیل، پس از انتخاب مواد اولیه، به صورت زیر است:
- تامین مواد اولیه استیل: پس از انتخاب مواد اولیه که مفتول استیل هستند، مفتولها تامین شده و وارد کارگاه میشوند. مفتولها از نظر سطحی پاکسازی میشوند تا در مراحل بعدی آلودگیهای سطحی باعث افت کیفیت محصولات نشوند.
- فرآیند کشش سیم: برای تولید سیم جوش، مفتولها از میان غلتکهایی کشیده میشوند که سبب شود قطر آنها کاهش یابد.
- آنیل کردن: در صورتی که در یک مرحله نتوان به ابعاد و قطر مورد نظر دست یافت، نیاز است تا فرآیند کشش با غلتکهایی با سایزهای کمتر دوباره انجام شود. پدیده کارسختی در مرحله اول کشش سبب افزایش استحکام میشود. برای کاهش این استحکام نیاز است تا فرآیند آنیل روی قطعات صورت گرفته و دوباره فرآیند کشش انجام شود.
- تنظیم اندازه و سایزینگ: در مرحله نهایی کشش در فرآیند تولید سیم جوش، ابعاد نهایی و دقیق حاصل میشود. محصول خروجی از این مرحله برای برش و بسته بندی به واحدهای دیگر ارسال میشود.
- بسته بندی: سیم جوشها معمولا به دو صورت کلاف و یا سیمهای یک متری به بازار عرضه میشوند. کلافها برای استفاده در روشهایی که الکترود از طریق مشعل جوشکاری تغذیه میشود مناسب هستند. و سیمهای یک متری در فرآیندی مانند TIG مورد استفاده قرار میگیرند.
سخن آخر
تولید سیم جوش و الکترود استیل تنها یک فرآیند مکانیکی ساده نیست، بلکه ترکیبی از دقت مهندسی، کنترل کیفیت مستمر و انتخاب دقیق مواد اولیه مانند ورق استیل است. هر مرحله، از انتخاب آلیاژ تا آمادهسازی نهایی، نقش مهمی در تضمین کیفیت جوش و دوام سازهها دارد. آشنایی با این مراحل نهتنها دید بهتری نسبت به این محصولات تخصصی به ما میدهد، بلکه به انتخاب هوشمندانهتر آنها در پروژههای صنعتی کمک میکند.