مقالات, مقالات استنلس استیل
تست اولتراسونیک برای بازرسی قطعات فولاد ضد زنگ

دی
روشهای متعددی جهت بازرسی قطعات و کنترل کیفیت ورقهای فولادی در صنعت مورد استفاده قرار میگیرند. تست اولتراسونیک یا تست UT (Ultra-sonic test) یکی از رایجترین آزمونهای غیرمخرب است. آزمون اولتراسونیک جهت کشف عیوب داخلی مانند ترکها، تخلخلها و ناپیوستگیها مورد استفاده قرار میگیرد. در این مطلب از استیل رخ به بررسی این روش و چالشهای آن میپردازیم.
تست اولتراسونیک چیست و چگونه کار میکند؟
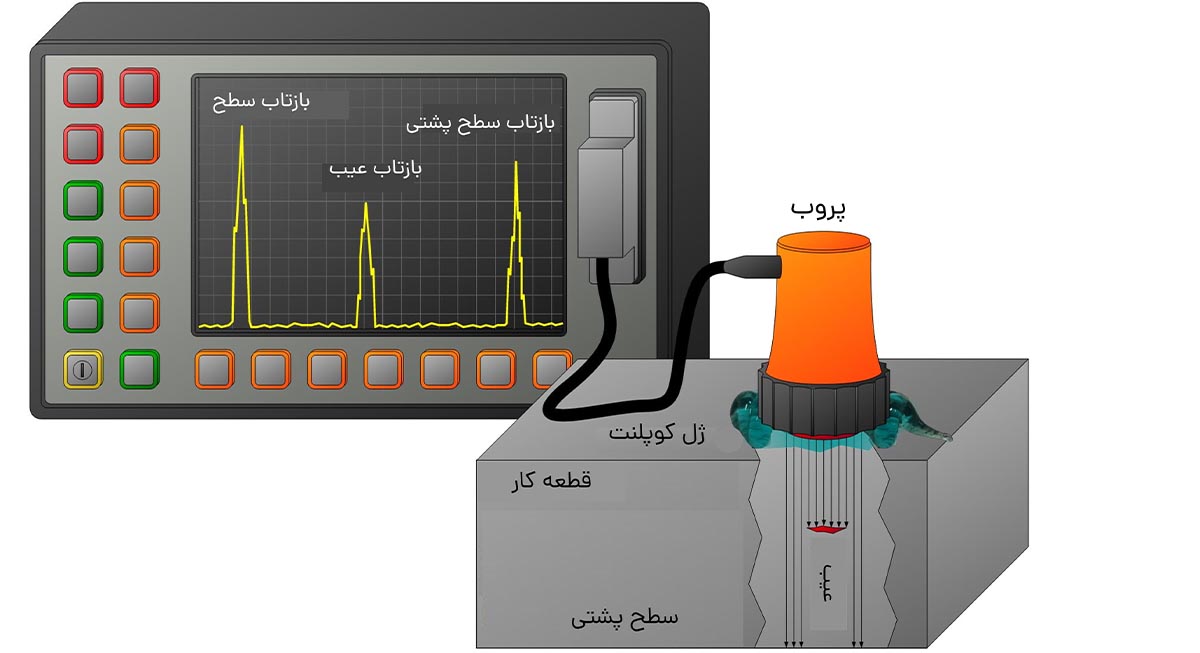
تست اولتراسونیک روشی غیر مخرب برای بازرسی قطعات است که اغلب برای شناسایی عیوب حاصل از فرآیندهای تولید به کار گرفته میشود. پیش از این نیز استفاده از دستگاه آنالیز پرتابل که یکی دیگر از آزمونهای غیر مخرب برای کنترل کیفیت محصولات است را توضیح دادیم. یکی از رایجترین کاربردهای این آزمونها مانند تست اولتراسونیک نیز برای شناسایی ترک و حفره در خط جوش است. در تست UT از امواج صوتی با فرکانس بالا از 0.5 تا 25 مگاهرتز استفاده میشود. برای انتقال بهتر امواج به داخل قطعه از یک ژل یا مایع به نام Couplant استفاده میشود. این امواج به وسیله یک پروب به داخل قطعه نفوذ میکنند. بازتاب آنها توسط پروب جذب شده و به پالسهای الکتریکی تبدیل و در صفحه نمایش نشان داده میشوند. با تحلیل شکل پالسها و فاصله آنها از یکدیگر میتوان عیوب و ترک را در قطعات تشخیص داد.

روی نمایشگر یک پالس اولیه مشاهده میشود که نشانگر سطح قطعه است. پالس دیگری نیز در انتها تشکیل میشود که نشان دهنده سطح انتهای قطعه است. حال اگر در میان این دو پالس، پالس دیگری نیز مشاهده شود، بدین معناست که در این قطعه ناپیوستگی و عیب وجود دارد. فاصله این پالس با پالسهای ابتدا و انتهای قطعه، محل دقیق عیوب را مشخص میکند.
حالتهای تست اولتراسونیک
با توجه به اینکه تست UT با ارسال امواج فراصوت به قطعه انجام میشود، دو حالت زیر برای انجام این آزمون مورد استفاده قرار میگیرند:
- حالت پالس پژواک (Pulse-Echo Mode): در این حالت از یک پروب استفاده میشود که امواج را ارسال و دریافت میکنند. ناپیوستگیها و عیوب از طریق دامنه و موقعیت پژواک شناسایی میشوند.
- حالت عبور از ماده (Through-Transmission Mode): برای این حالت نیاز است از دو پروب استفاده شود که یکی سیگنال را ارسال و دیگری آن را دریافت میکند. با هدر رفتن جزئی امواج میتوان محل ناپیوستگیها را شناسایی کرد.
چرا برای بازرسی فولاد ضد زنگ از تست اولتراسونیک استفاده میشود؟
تست UT برای بازرسی و کنترل کیفی قطعات تولید شده به روشهایی مانند ریختهگری ( انواع روشهای ریختهگری استنلس استیل و فولاد ضد زنگ)، نورد، فورج، جوشکاری و … مورد استفاده قرار میگیرد. همچنین برای طیف وسیعی از آلیاژها مانند انواع فولادها، آلومینیم، تیتانیوم و … کاربردی است. اما به طور کلی میتوان سه مورد زیر را از اصلیترین دلایل استفاده تست اولتراسونیک فولاد دانست:
شناسایی عیوب داخلی
شناسایی عیوب داخلی مانند ترکها، تخلخل، حفرات و یا جدایش میتواند باعث ایجاد نقص در عملکرد قطعات شود. در تست اولتراسونیک زمانی که موج به یک ناپیوستگی و عیب داخلی برخورد میکند، بخشی از انرژی آن منعکس میشود و موج بازتاب شده توسط پروب جذب میشود. این اطلاعات میتوانند محل عیوب، اندازه عیوب و شکل آنها به درستی نشان دهند. در صنایع هوافضا و یا نیروگاهی، انجام تست اولتراسونیک برای قطعات حساس، ضروری است.
اندازه گیری ضخامت
یکی دیگر از کاربردهای تست UT اندازهگیری ضخامت قطعات است. این کار با اندازهگیری زمان بازتاب امواج صورت میگیرد. هنگامی که امواج به سمت سطح پشتی ماده برخورد میکنند، بخشی از آنها منعکس شده به سمت پروب بازمیگردند. از اختلاف زمانی بین ارسال و دریافت این امواج ضخامت قطعات قابل محاسبه هستند. هرچه این زمان بیشتر شود، به طبع ضخامت قطعه نیز بیشتر است.
محاسبه تنش باقیمانده
در فرآیندهای تولیدی مانند جوشکاری استنلس استیل، و انواع شکل دهی ورق استیل و همچنین در قطعاتی که در سازهها تحت تنش هستند، مقداری انرژی در ساختار قطعات باقی میماند. این تنشها میتوانند سبب کاهش مقاومت در برابر خوردگی و یا کاهش چقرمگی قطعات شوند. با انجام تست اولتراسونیک میتوان با تحلیل سرعت موجهای صوتی، تنشهای پسماند را شناسایی کرد.
تکنیکهای انجام تست اولتراسونیک
برای انجام تست UT میتوان از پروبها و تکنیکهای مختلف استفاده کرد. پرابهای مورد استفاده از مواد پیزو الکتریک ساخته میشوند. کوارتز، سولفات لیتیوم و سرامیکهای پلاریزه شده موادی هستند که در ساخت پروبها استفاده میشوند. تکنیکهای مختلف انجام این تست به صورت زیر هستند:
- پروب نرمال (مستقیم): در این روش پروب مستقیما روی سطح قطعه قرار میگیرد و امواج عمود بر سطح به قطعه تابیده میشوند. این روش برای شناسایی انواع ترکخوردگی تنشی یا حفرههای داخلی قطعات ضخیم و اندازهگیری ضخامت استفاده میشود.
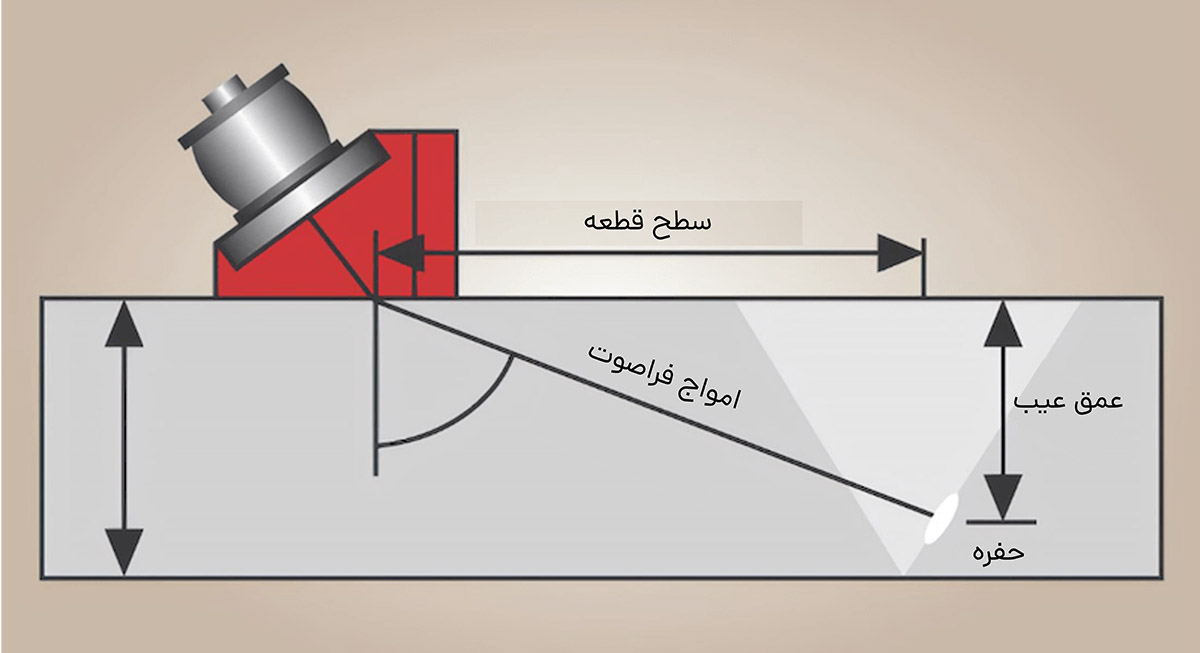
- پروب زاویه دار: این روش اغلب برای تست اولتراسونیک جوش مورد استفاده قرار میگیرد. در این روش پروب یک طراحی گوهای شکل دارد و از درون آن با زاویهای مشخص پرتو به سمت قطعات تابیده میشود. این روش برای بررسی خطوط جوش و شناسایی عیوب نزدیک سطح کاربرد دارد.
مزایای تست اولتراسونیک نسبت به دیگر روشهای بازرسی چیست؟
تست اولتراسونیک مانند آزمونهای خواص مکانیکی ورق استیل نسبت به سایر روشهای بازرسی مزایایی دارد که سبب میشود از آن در صنایع مختلف استفاده شود. قدرت نفوذ بالا، دقت بالا، قابلیت اتوماسیون، قابلیت شناسایی عیوب داخلی، قابلیت حمل و نقل آسان از جمله مزایایی است که سبب کاربرد گسترده این نوع آزمون شدهاند. به غیر از این موارد، لزوم دسترسی سطح به پروب و قیمت بالا از معایب این تست به شمار میرود.

کاربردهای تست اولتراسونیک
همانطور که گفتیم تست UT آزمونی غیر مخرب است و میتوان قطعات را در محل نصب بازرسی کرد. همین ویژگیی سبب شدهاست تا از آن در صنایع مختلف استفاده شود. همچنین این تست برای قطعاتی از جنس آلومینیم، فولادها، آلیاژهای پایه نیکل و … کاربردی است. کاربردهای این تست را میتوان در صنایع زیر مشاهده کرد:
- صنایع انرژی: آسیبهای ناشی از خوردگی، شناسایی ترکها، بازرسی جوش و اتصالات، بازرسی تجهیزات تحت فشار
- صنایع هوافضا: بازرسی موتور هواپیما، قطعات کامپوزیتی
- صنایع تولیدی: بازرسی قطعات تولید شده به روش فورج، جوشکاری، نورد و …
- ساختمان سازی: بازرسی جوش پلها و سازهها، شناسایی ضعف در بتنها
استاندارد تست التراسونیک
به دلیل اهمیت بالا و کاربرد گسترده تست UT، سازمانهای اروپایی و آمریکایی استانداردهایی برای تست اولتراسونیک تعریف کردهاند:
- ASTM E213: استاندارد تست اولتراسونیک لولهها و لولههای استیل و فلزی
- ASTM E164: استاندارد بازرسی اولتراسونیک عمومی در فلزات، شامل روشهای مناسب برای فولاد ضد زنگ
- ASTM E237: الزامات ویژه بازرسی قطعات با کاربردهای بحرانی، به ویژه در صنایع هوافضا و نیروگاهی
- EN 12668: مشخصات تجهیزات تست اولتراسونیک، از جمله دستگاهها و مبدلها
- EN 10160: استاندارد برای بازرسی محصولات تخت فولادی با استفاده از UT، شامل فولادهای ضد زنگ
- EN 10308: تست اولتراسونیک قطعات فورج از جنس فلزات آهنی، از جمله استنلس استیل
سخن آخر
تست اولتراسونیک (UT) به عنوان یکی از پیشرفتهترین روشهای بازرسی غیرمخرب، نقش بسیار مهمی در ارزیابی کیفیت و اطمینان از یکپارچگی قطعات فولاد ضد زنگ ایفا میکند. توانایی این روش در شناسایی ناپیوستگیهای داخلی، ارزیابی کیفیت جوشها، و اندازهگیری دقیق ضخامت، آن را به ابزاری ضروری برای صنایع مختلف تبدیل کرده است.