مقالات, مقالات ورق استیل
انواع روش های شکل دهی ورق استیل

مرداد
در این مطلب قصد داریم روشهای شکل دهی ورق استیل را مورد بررسی قرار دهیم. ورقهای استنلس استیل از پرکاربردترین متریال مورد استفاده توسط مهندسان و طراحان میباشند، خصوصاً ورق که لازم است با روشهایی مثل برش و خمکاری ورق استیل به شکلهای مورد نظر تبدیل شود. نیاز به ورقهای استیل به حدی زیاد است که روز به روز شاهد تولید بیشتر آنها هستیم. ورقهای فولاد ضد زنگ به دلیل مقاومت خوب در برابر خوردگی، استحکام بالا و قابلیت تمیز شدن و زیبایی ظاهری آنها، به طور گستردهای در صنعت استفاده میشود.
اما استحکام بالای آن فرآیند شکل دهی ورق استیل را نسبت به فولاد کربنی با پیچیدگی بیشتر روبهرو کرده است. به همین دلیل برای شکل دهی ورق استیل نیاز به قالبهای مقاومتر نسبت به قالبهای شکل دهی ورقهای فولاد کربنی است. از طرف دیگر فولادهای ضد زنگ نسبت به فولادهای کربنی بیشتر سخت میشوند. در حین فرآیند شکل دهی قطعات دچار کارسختی شده و استحکام آنها زیاد میشود. ازین رو به قالبهای خاص خود نیاز دارند که مقاومت بیشتری در برابر سایش دارند و از قالبهای فولاد کربنی مستحکمتر و گران قیمت تر می باشند. به همین دلیل فرآیند شکل دهی ورق استیل، پرچالشتر از بقیه انواع فولادهاست.
هدف از شکل دهی ورق استیل چیست؟
شکل دهی ورق استیل به این دلیل مورد توجه است و اهمیت زیادی دارد که ورقهای استیل در صنایع مختلف کاربرد وسیعی دارند. استفاده از ورقهای استیل در ابعاد و ضخامتهای مختلف از دلایل اهمیت شکل دهی آنهاست. از طرفی محیط به کارگیری استیل، میتواند تعیین کننده فرآیند شکل دهی ورقهای استیل باشد. همچنین با توجه به شرایط کاری محصول، میتوان عوامل مختلفی را تحت تاثیر قرار داد و خواص و ویژگیهای متفاوتی از ورق استیل را به دست آورد.
قبل از توضیح در مورد روشهای شکل دهی ورق استیل نیاز است به مواردی توجه نمود. یکی از این موارد استفاده از روانکار مناسب حین تغییر فرم و کشش میباشد. انتخاب روانکار درست میتواند تاثیر بسیار زیادی بر کیفیت محصول نهایی داشته باشد. روغنهای سولفوره و سولفور کلره و روغنهای کلردار بسته به نوع فرآیند شکل دهی ورق استیل مورد استفاده قرار میگیرد. یکی دیگر از عواملی که اهمیت دارد، سهولت حذف روغنهای مورد استفاده پس از شکل دهی است.
عموما پس از انجام فرایند شکل دهی، ورقهای استیل نیاز به عملیات حرارتی دارند (از چه روشهای عملیات حرارتی در تولید فولاد استفاده می شود؟). عملیات حرارتی سیکلهای گرم کردن و سرد کردن با سرعتهای مشخص است که خواص و ویژگیهای متفاوتی به قطعه میبخشد. از این رو برای گرم کردن ورقهای استیل باید ابتدا روان کنندهها را از سطح استیل پاک کرد. در مواردی که قطعه پس از شکل دهی آماده استفاده میشود نیز باید سطح قطعه را تمیز کرد. آلودگی سطحی میتواند باعث ایجاد خوردگی حفرهای شده و استحکام و مقاومت ورقهای استیل در برابر خوردگی را کاهش دهد. در برخی از ورقهای استیل فریتی برای شکلدهی به روش کشش عمیق و یا پرس کردن، از روان کنندهی PVC یا PE استفاده میشود. این مواد بر بهبود شکل دهی ورق استنلس استیل اثر بسیار مطلوبی میگذارد.
بلنکینگ و پیرسینک ورقهای استیل
برای شکل دهی ورقهای استیل نیاز است از ابزار و تجهیزاتی با مقاومت بالا در برابر سایش استفاده کرد. علت این امر به استحکام برشی بالای فولادهای ضد زنگ بازمیگردد. معمولاً در مراحل مختلف شکل دان فلزات نیاز است عملیاتی به هدف برش دادن نیز انجام شود که بلنکینگ (Blanking)، پیرسینک (Piercing) و تریم (Trim) نمونههایی از این عملیات هستند. برای مقابله با سختی فولاد ضدزنگ میتوان به صورت زاویه دار توسط ابزار برشی بر روی ورق استیل نیرو وارد کرد و آن را سوراخ کرد یا برش داد.
همانطور که اشاره شد، برای شکل دهی ورقهای استیل، از دو فرایند بلنکینگ و پیرسینک به ترتیب برای برش مقدماتی ورق و ساخت قطعهکار اولیه و سوراخ کردن قطعه فرم داده شده از ورقهای استیل استفاده میشود. در فرایند بلنکینگ فرم دهی مورد نظر نیست، بلکه روشی برای آماده سازی ورق و اجرای روش های شکل دهی ورقهای صنعتی بعدی است. با استفاده از این روش رول خام را برش داده و برای قراردادن زیر قالب کشش و ادامه مسیر شکل دهی آماده میکنند. اما روش پیرسینگ و تریم برای برش و سوراخ کردن ورق استیل فرم داده شده استفاده میشود.
در واقع با انجام پیرسینگ و تریم ورق استیل با شکل نهایی را سوراخ کاری و برش میدهند، درحالی که در روش بلنکینگ، ورق پیش از ورود به مراحل شکل دهی را برش میدهند. با توجه به اینکه معمولاً در روش بلنکینگ دور ریز ورق بسیار زیاد است، لازم است بهینه سازی مناسبی در انتخاب اندازه ورق یا رول مصرفی انجام و چیدمان بلنک را با دقت صورت داد.

قالب مورد استفاده در این دو مرحله از شکل دهی ورق استیل، باید مقاومت بسیار زیادی داشته باشد. این قالبها هم باید از سختی بالایی برخوردار باشند هم چقرمگی زیادی داشته باشند. برای کارهایی با پیچیدگی بیشتر از ابزارها و مواد مقاوم به ضربه نیز استفاده میشود. در برخی از قالبها از تنگستن کاربیدها و آلیاژهای ابزاری استفاده میکنند که سختی بالایی در حد 60 تا 65 راکول سی (HRC) ارائه میدهد.
در این مرحله شکل دهی ورق استیل، فاصله بین پانچ و قالب همواره موضوعی است که نظرات متعددی درباره آن داده میشود. برخی از تولید کنندگان فاصله کمتر از 025/0 میلی متر را پیشنهاد میدهند و برخی دیگر این فاصله را بیشتر تعریف میکنند. اما در کل باید برای این فاصله، میزان 10 تا 15% ضخامت ورق مورد برش را در هر طرف از قطعه اعمال نمود تا از خطراتی مانند شکستی قالب و پانچ جلوگیری کرد. در فرایند شکل دهی ورق استیل و بخصوص در مراحل برش، قطعات در لبه برش خورده سختی بسیار بالایی به دست میآورند. این قطعات بعد از برش باید با عملیات حرارتی، آنیل شوند تا سختی موضعی آنها کاهش یافته و سختی به صورت متعادل در تمام نقاط یکسان شود.
بیشتر بخوانید:
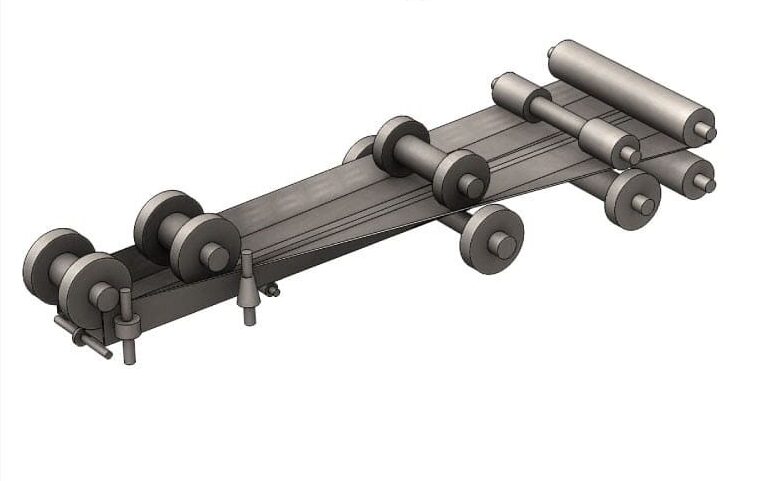
روش رول فورمینگ
در شکل دهی ورقهای استیل به روش رول فورمینگ (Roll forming)، میتوان از دستگاههای مورد استفاده در شکل دهی فولاد کربنی استفاده کرد. اما به دلیل استحکام بیشتر فولادیهای ضد زنگ نسبت به فولادهای کربنی باید به چند مورد توجه نمود. به دلیل استحکام بیشتر و سختی پذیری بالاتر فولادهای ضد زنگ، پدیده بازگشت فنری (Spring back) در این فولادها بیشتر است. این پدیده هنگامی رخ میدهد که با برداشتن نیرو از روی قطعه پس از تکمیل فرایند شکل دهی، قطعه به اندازه بسیار کمی به حالت اولیه خود بازمیگردد. این مساله در خمکاری ورقهای استیل محسوس تر است. به عنوان مثال اگر شما ورق استیل را 90 درجه خم کنید، پس از برداشتن بار این زاویه به 89 درجه برمیگردد. به همین منظور شما باید مقداری بیش از 90 درجه ورق خود را خم کنید که پس از بازگشت فنری زاویه ورق شما 90 درجه باشد.
در شکل دهی ورق استیل اگر از دستگاههای مربوط به ورق های کربنی ساده استفاده میشود باید توجه داشت که مدت زمان استفاده از دستگاه برای فولاد ضد زنگ نباید زیاد شود. چرا که به دلیل استحکام بیشتر فولادهای ضد زنگ، ابزار و تجهیزات دچار ساییدگی میشوند. در مواردی که ساییدگی بین قطعه و قالب رخ میهد بهتر است روانکاری با امولوسیونهای سنگین انجام شود تا عمر دستگاه بیشتر شده و محصولات با کیفیتتری تولید شود.
فرآیند سکه زنی
یکی دیگر از روشهای شکل دهی ورق استیل، سکه زنی یا مهرزنی است. این روش بر روی گریدهای نرمتر فولادهای ضد زنگ یعنی 304 و 304L انجام میشود. در این روش نیز به دلیل سختی بالاتر فولادهای ضد زنگ نسبت به فولاد کربنی باید از قالبهایی با سختی بیشتر استفاده کرد (کربن استیل (فولاد پر کربن) چیست؟).
روانکاری در این روش شکل دهی ورق استیل ضروری است و برای روانکاری از امولسیون و خمیر استفاده میکنند. به دلیل رخداد فرایند کارسختی، قطعه در طول تولید نیاز به آنیل برای کاهش سختی دارد. هنگامی که به دلیل انجام کار مکانیکی سختی قطعات زیاد شود پدیده کارسختی رخ داده است. عملیات حرارتی آنیل نیز گرم کردن قطعه تا دمایی مشخص و زمان نسبتا طولانی است، که بعد از آن سختی قطعه کاهش مییابد.
فرآیند اسپینینگ و فلو فرمینگ
از دیگر روشهای نوین شکل دهی ورق استیل فرآیند اسپینیگ (Spinning) و فلو فرمینگ (Flow forming) است. این روش کاربرد گستردهای در صنایع نظامی، موشکی و هوافضا دارد. با استفاده از این روش قطعات تو خالی و بدون درز با محور تقارن تولید میشود. در این روش یک ماندرل چرخان وجود دارد و از یک یا چند غلتک جهت هدایت و نازکتر شدن ورق استیل استفاده میشود. ورق استیل بر روی یک محور در حال دوران قرار میگیرد. یک ماندرل نیز که در حال چرخش است روبروی ورق قرار دارد. به وسیله غلتکها ورق را به صورت چند مرحلهای بر روی ماندرل هدایت میکند. بعد از فرایند شکل دهی، ورق استیل شکل ماندرل را به خود میگیرد. این روش برای ساخت قطعاتی با اشکال مخروطی، گنبدی و لوله استیل استفاده میشود.

در فرایند فلو فرمینگ قطعه از قبل شکل داده شده است و به قطعه نهایی شباهت دارد. قطعات مورد استفاده اغلب به صورت استوانه تو خالی و یا مخروطی هستند. این قطعات بر روی ماندرل دوار سوار میشوند و در اثر یک نیروی برشی اعمال شده از ضخامت قطعه کاسته میشود و در جهت طول اضافه میشود. این روش برای تولید رینگ چرخ خودروها کاربرد وسیعی دارد.
در این روش برای شکل دهی ورق استیل میتوان از تمام گریدهای فولادهای زنگ نزن آستنیتی استفاده کنیم. اما گریدهایی که کمتر دچار کارسختی میشوند مانند 304 و 304L و فولادهای ضد زنگ فریتی کاربرد وسیعتری دارند. پس از انجام این مراحل برای شکل دهی ورق استیل، روی سطح قطعات خراش، شیارهای مارپیچ و بعضاً ناهمواری مشاهده میشود که باید در مراحل بعدی تولید با پرداختکاری سطحی ازبین بروند.
پرسکاری و کشش عمیق
از پرکاربردترین روشهای شکل دهی ورق استیل میتوان به فرآیند کشش عمیق (Deep drawing) اشاره کرد. در این روش ورق استیل از دو طرف توسط ورقگیر، فیکس میشود و یک قالب سمبه از بالا ورق را تحت فشار قرار میدهد. وجود فیکسچرها یا ورقگیر برای جلوگیری از چروک شدن لبهها است. ملاحظات بسیار زیادی در طی این روش برای شکل دهی ورق استیل باید لحاظ شود. قبل از هرچیز انتخاب گرید یا آلیاژ مناسب با قابلیت کشش و درصد ازدیاد طول (Elongation) مطلوب است.
ضخامت ورق استیل انتخاب شده برای این فرآیند نیز بسیار مهم است. ضخامت نباید از حدی کمتر باشد که سبب پارگی ورق شود و نباید به حدی زیاد باشد که برا انجام فرآیند نیاز به انرژی زیادی باشد. مورد دیگری که باید بسیار مورد توجه باشد روانکاری سنبه است. جنس روانکار تاثیر بسیار زیادی در نیروی مورد نیاز برای شکل دهی ورق استیل دارد. و حتی میتواند بر پاره شدن ورق نیز تاثیر گذار باشد. لذا باید در انتخاب روانکار دقت لازم را به عمل آورد.
بیشتر بخوانید: شکل پذیری – ویژگی کلیدی فولاد ضد زنگ برای کشش عمیق

در ادامه به مواردی که در کشش عمیق مورد توجه قرار میگیرند اشاره میکینم:
- در شکل دهی ورق استیل باید از تجهیزاتی استفاده کرد که تا دو برابر نسبت به تجهیزات مورد استفاده برای ورقهای فولاد کربنی قویتر باشد.
- در شکل دهی ورق استیل به روش کشش عمیق میتوان از پرسهای هیدرولیکی دبل اکشن استفاده کرد. این پرسها میتوانند برای ضخامتهای حدود 5 تا 100 میلیمتر کاربرد داشته باشند.
- ابزار مورد استفاده در کشش عمیق مشابه ابزاری است که در شکل دهی به روش پرس انجام میشود. برای قالب نگه دارنده معمولا نیاز به استفاده از آلیاژ های خاص نیست و بیشتر از جنس چدن استفاده میشود.
- شعاع حلقه کشش باید باید 4 تا 8 برابر ضخامت ورق استیل اولیه باشد. اگر این شعاع کم باشد باعث پارگی ورق استیل میشود و اگر این شعاع بیش از حد بزرگ باشد باعث چروک خوردن ورق در لبهی محصول میشود. شعاع پانچ در انواع ورق پانچ نیز باید حدود 4 تا 6 برابر ضخامت ورق تحت فشار باشد. و در صورت متناسب نبودن اندازه پارگی و چروک خوردگی در ورق حاصل مشاهده میشود.
- در شکل دهی ورق استیل به ورش کشش عمیق روان کنندهها بر اساس دو عامل انتخاب میشوند. ایجاد یک غشا پایدار بین ورق استیل و قالب برای جلوگیری از بروز عیوب و کاهش اصطکاک اهمیت بسیاری دارد. از طرفی روانکار باید به گونهای انتخاب شود که پس از فرآیند شکل دهی به راحتی از سطح قطعه تمیز شود.
- ورقهای استیل و فولاد زنگ نزن را میتوان برای کاهش قطر و یا افزایش ارتفاع قطعه دوباره تحت کشش عمیق قرار داد.
- ورقهای استیل ضد زنگ را مانند ورقهای کربنی ساده، نمیتوان بدون آنیل دوباره تحت کشش قرار داد. به دلیل پدیده کارسختی حتما قبل از کشش مجدد باید فرآیند آنیل انجام شود تا سختی ورق کاهش یافته و شکل پذیری آن افزایش یابد.
سخن آخر
روشهای مختلفی برای شکل دهی ورق استیل وجود دارد. هریک از روشها منجربه تولید محصولی خاص میشود و باید نحوه فرمدهی ورق استیل را بر اساس هندسه و کاربرد محصول مورد نظر انتخاب کرد. گاهی اوقات شکل دهی ورق یک فرآیند جهت ساخت محصول نهایی است و گاهی اوقات این فرایند به عنوان یک مرحله پیش تولید استفاده میشود. عوامل متعددی نیز در شکل دهی ورق استیل تاثیر گذارند که به برخی از آنها اشاره شد. برای شکل دهی ورق باید موارد زیادی را مورد بررسی قرار داد که این امر به عهده مهندسین و طراحان متخصص در این امر است.
مجموعه استیل رخ با همکاری مهندسان و طراحان با تجربه، آماده ارائهی خدمات به شما عزیزان میباشد. این مجموعه با سالها تجربه در امر تأمین و ارائه خدمات فلزی مرجع قابل اطمینانی در بازار استنلس استیل ایران به حساب میآید. اگر به دنبال تأمین انواع ورق استیل به صورت رول و شیت هستید حتما از کارشناسان استیل رخ استعلام بگیرید. همچنین پیشنهاد میکنیم از وبسایت استیل رخ نیز بازدید بفرمایید.ید.