مقالات, مقالات برش فلزات
عوامل مؤثر بر بهبود کیفیت سطح برش لیزر
اردیبهشت
امروزه برای برشدادن فلزات میتوان از روشهای مختلف استفاده کرد. برش لیزری یک نمونه از آنها است. در واقع کیفیت برش و حکاکی لیزری در مقایسه با روشهای سنتی بسیار بالاتر است و میتوانید شاهد مزایای بسیار زیادی در این روش باشید. بهطورکلی عوامل مختلفی وجود دارند که میتوانند روی کیفیت برش لیزری تأثیر خود را بگذارند؛ اما از جمله مهمترین پارامترها میتوان به دستگاه، اپراتور، ضخامت و نوع مواد اشاره کرد. در ادامه بهصورت گسترده به بررسی دو پارامتر مهم یعنی ضخامت و نوع آلیاژ و نقش آنها در کیفیت لبه برش لیزر خواهیم پرداخت و هر یک را بهصورت مجزا تشریح خواهیم کرد؛ پس تا انتهای مطلب همراه ما باشید.
پارامتر اول: ضخامت ورق فلزی
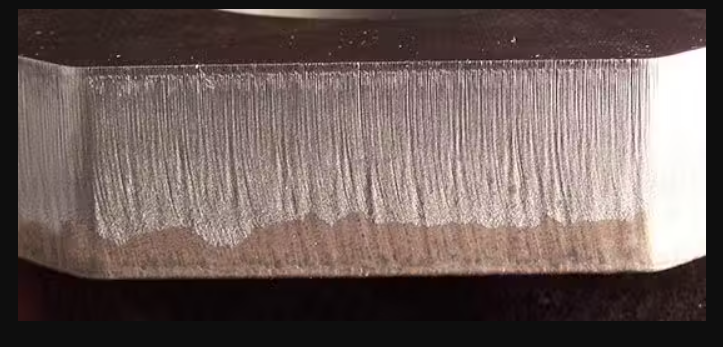
یکی از عوامل مؤثر در تعیین کیفیت برش لیزری، ضخامت ورق است. زمانی که ضخامت افزایش پیدا میکند، خطوطی که روی لبه برش ایجاد میشود نیز شکل برجستهای به خود میگیرند. در سطح نوار مانندی که در لبه برش وجود دارد، ماده مذاب با بخش سرد و خنک قطعه برخورد میکند و همین موضوع میتواند باعث کاهش کیفیت سطوح برش شود. با افزایش ضخامت قطعهکار، شاهد برجستهتر شدن خطوط نیز خواهیم بود. بهعنوانمثال در تصویر زیر میتوانید فولاد ضدزنگی را مشاهده کنید که با کمک لیزر CO2 برش داده شده است. روی این سطح برش از فولاد ضدزنگ با ضخامت 25 میلیمتر خطوط بسیار برجسته قابل مشاهده است.
بیشتر بخوانید: مقایسه برش لیزری فلزات و برش پلاسما فلزات
این خطوط برجایمانده میتوانند تأثیرگذاری خود را روی پارامترهای مختلف داشته باشند که یکی از آنها تلُرانس ابعادی قطعه نهایی است. بهعنوانمثال اگر ضخامت فولاد ضدزنگ کمتر از یک میلیمتر باشد، در آن صورت تلُرانس ناشی از این مسئله 0.12± میلیمتر خواهد بود. در قطعه فولاد با ضخامت 10 میلیمتر تلُرانس که میتوان به آن رسید 0.25± میلیمتر است. همچنین اگر فولاد ضدزنگ به ضخامت 20 میلیمتری داشته باشیم، در آن صورت میزان تلُرانس که خواهد داشت 0.75± میلیمتر است. البته اگر درباره تلُرانس متناسب با ضخامت مواد سؤال بیشتری دارید، باید به راهنماهای دستگاه لیزر مورد استفاده مراجعه کنید.
پارامتر دوم: قدرت لیزر
یکی دیگر از پارامترهای مؤثر بر بهبود یا کاهش کیفیت برش لیزری، قدرت دستگاه های برش لیزر فلزات است. اگر ورقههای فلزی مورد نظر برای برش ضخیم هستند و به دنبال راهی برای کاهش خطوط ایجادشده روی سطح برش هستید، میتوانید از دستگاههایی با قدرت بیشتر بهره ببرید. زمانی که دستگاه لیزر توان بالاتری داشته باشد، در آن صورت پرتو لیزر نیز صفحه فلزی را آسانتر ذوب کرده و برش خواهد داد؛ بنابراین لبه ورق کیفیت بهتری پیدا خواهد کرد.
پارامتر سوم: تکنولوژی لیزر
از تأثیر تکنولوژی لیزر روی کیفیت برش نمیتوانیم عبور کنیم. امروزه در فناوریهای مرتبط با لیزر میتوانید شاهد پیشرفتهای بسیاری باشید. لیزرها برش فلزات با دو فناوری فایبر و CO2 در دسترس هستند و باتوجهبه قابلیتهایی که هر یک ارائه میدهند، بازار رقابت داغی دارند. بهعنوانمثال لیزرهای فایبر در مقایسه با نوع CO2 میتوانند سرعت برش بیشتری داشته باشند. همچنین قادر به حفظ کیفیت بهتر برش هستند؛ اما بهطورکلی با افزایش ضخامت ورق، کیفیت لبه برش به شکل قابلتوجهی کاهش پیدا میکند؛ به همین دلیل توصیه میکنیم از لیزرهای فایبر برای ورقهایی با ضخامت بیشتر از 8 میلیمتر استفاده نکنید.
بیشتر بخوانید: دستورالعملی برای گازهای کمکی برش لیزر
پارامتر چهارم: نوع مواد
پارامتر مهم و تأثیرگذار در تعیین کیفیت برش لیزری که میتوانیم از آن یاد کنیم، نوع فلزی است که قرار است برش داده شود. در واقع نوع فلز این تاثیر را دارد تا حجم زیادی از قابلیتهای مختلف را تحت پوشش خود در بیاورد که بارزترین آن نوع آلیاژ فلزی است. آلیاژهای فلزات مختلف میتوانند خواص متفاوتی از خود نشان دهند؛ ازاینرو هنگام برش لیزری نیز واکنشها با یکدیگر متفاوت خواهند بود.
ترکیبات مختلف عناصر آلیاژی با یکدیگر، روی کیفیت برش لیزری تأثیر خود را خواهند گذاشت. کربن، منگنز، سیلیکون، فسفر و گوگرد میتوانند روی کیفیت نهایی برش تأثیرگذار باشند. بهعنوانمثال هر چقدر میزان کربن در آلیاژ بیشتر باشد، به همان اندازه نیز لبه برش سختتر خواهد شد.
پارامتر پنجم: کیفیت مواد
کیفیت سطح ورق میتواند بهشدت بر کیفیت برش تأثیر بگذارد؛ به همین علت فولاد ضدزنگ باید کاملاً تمیز و بدون لکه مواد خارجی، روغن و چربی باشد. درصورتیکه عیار فولاد پایین باشد، کیفیت برش لیزری را تحتالشعاع قرار خواهد داد. در گریدهای پایین ناخالصیهای بسیار دیده میشوند؛ به همین علت به فرایند برش حرارتی بیش از حد واکنش نشان خواهند داد.
این موضوع زمانی تشدید خواهد شد که در برش لیزری از اکسیژن کمک گرفته شده باشد. همچنین فولاد نورد گرم به دلیل کیفیت سطحی پایین که دارد، میتواند برای برش لیزری مشکلساز شود. ناخالصیهای سطح کار با فلز ذوب خواهد شد و در نهایت سطح برش ایجادشده کیفیت بسیار پایینی پیدا میکند. درصورتیکه سطح محصول صاف و عاری از ناخالصی نباشد، روی کیفیت برش تأثیر خود را خواهد گذاشت.
بیشتر بخوانید: آیا برش لیزر مقرون به صرفه است؟
بشتر بخوانید: رفع مشکلات رایج در برش لیزر استنلس استیل
سخن آخر
کیفیت برش لیزری تحت تاثیر عوامل مختلفی میتواند قرار گیرد. تمامی این عوامل باید شناسایی شوند که مهمترین آنها شامل کیفیت مواد، نوع مواد، ضخامت مواد فناوری و توان دستگاههای لیزر هستند. برای اینکه بهترین نتیجه ممکن را به دست بیاورید، نیاز است تا اپراتور کنترل کیفیت در برش لیزر به عوامل تاثیرگذار بر کیفیت توجه نماید. همچنین تنظیمات دستگاه برش لیزر، پیچیدگیها و نکات فنی خاص خود را دارند که تسلط داشتن به آنها یک ضرورت اساسی در برش لیزر با کیفیت است.
مجموعه استیل رخ با سالها تجربه در تامین مواد اولیه استنلس استیل و ارائه خدمات فلزی در این حوزه، آمادگی دارد شما را یاری نماید. اگر به دنبال تامین ورق استیل، لوله استیل و پروفیل استیل و سایر مقاطع یا اتصالات استنلس استیل هستید، به وبسایت استیل رخ سری بزنید تا به قیمت مناسب و به روز این اقلام دست یابید و سفارش خود را ثبت کنید. همچنین اگر نیاز به خدمات فلزی و بخصوص برش لیزر دارید کارشناسان ما آماده دریافت سفارشات شما و ارائه مشاوره هستند. به هر حال پیشنهاد میکنیم با استیل رخ در ارتباط و تماس باشید.