مقالات, مقالات برش فلزات
دستورالعملی برای گازهای کمکی برش لیزر

فروردین
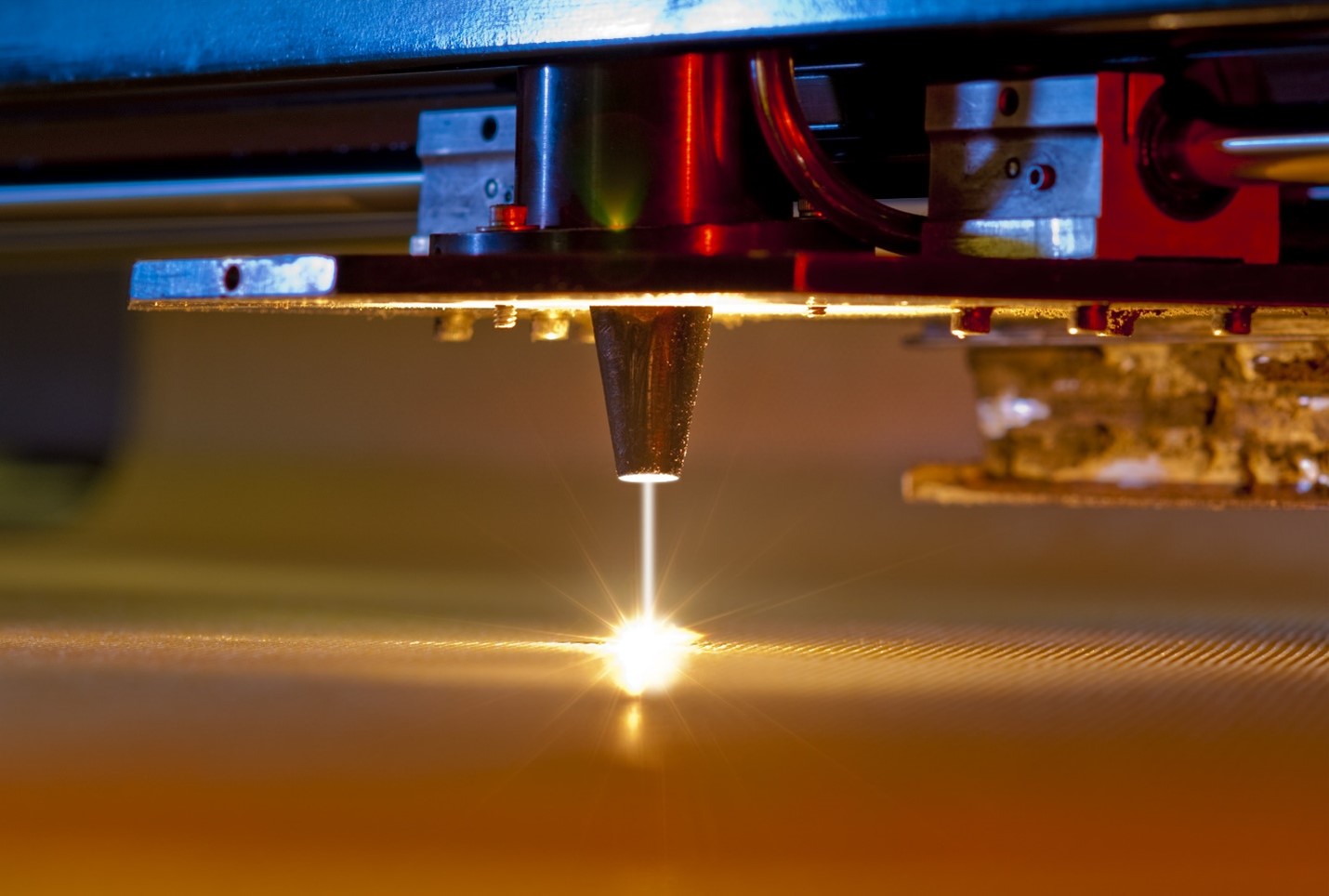
برش با کمک لیزر یکی از روشهای ایدهآل برای برش فلزات محسوب میشود. در فرایند برش لیزر باید از گازهای کمکی برش لیزر استفاده کرد. این گازها نقش بسیار مهمی در ایجاد یک برش با کیفیت مناسب و دقیق ایفا میکنند. پرتو لیزر یک نوع منبع حرارتی به شمار میآيد و با کمک پرتو لیزر مواد ذوب شده یا میسوزند. چنانچه از گاز کمکی برای دستگاه برش لیزری استفاده نشود، بخشهای ذوب شده قطعهکار در محل برش باقیمانده و پس از سرد شده دوباره به هم متصل خواهند شد. گاز کمکی با خارج کردن مذاب فلز از محل دقیقاً جلوی همین امر را میگیرد.
از جمله متداولترین گازهای کمکی میتوان به اکسیژن، نیتروژن، گاز ترکیبی و هوای فشرده اشاره کرد. گازهای دیگری مانند آرگون نیز قبلاً مورد استفاده قرار میگرفتند. با ما همراه باشید تا اطلاعات مناسبی را در مورد استفاده از گاز برای برش فلزات به شما عزیزان ارائه کنیم.

اکسیژن
اکسیژن یکی از مهمترین گازهای کمکی برش لیزر به شمار میآيد که علاوه بر عملکرد تخلیه ذرات مذاب به جهت افزودن حرارت به فرایند برش نیز مورد استفاده قرار میگیرد. وقتی که از اکسیژن استفاده میشود، یک واکنش اکسیداسیون گرمازا رخ میدهد. واکنش گرمازا بدان معناست که مقداری انرژی حرارتی یک فرایند شیمیایی آزاد میشود. لیزر همچنانان منبع اصلی گرما است و اکسیژن موجب تقویت این منبع حرارتی خواهد شد. در طبقه بندی گازهای کمکی، اکسیژن اهمیت بسیاری دارد.
گاز اکسیژن برای برش ورق در فرایندهای برش فولادهای معمولی ولی ضخیم کاربرد دارد. به منظور برش ورق فولادی ضخیم به حرارت بسیار زیادی نیاز است. منبع گرمایی اصلی یعنی لیزر با گازهای خنثی نمیتوانند چنین حرارت بالایی را ایجاد کند. تنها گزینه مناسب در این زمینه لیزر با گاز کمکی اکسیژن است. بر اساس نحوه عملکرد گاز کمکی برش لیزر، یک دستگاه دو هزار واتی برای برش بالای 3 میلیمتر ضخامت نیاز به استفاده از اکسیژن دارد؛ اما در یک دستگاه هشت هزار وات حتی تا ضخامت 10 میلیمتر نیز استفاده از اکسیژن ضرورت ندارد.
کیفیت برش لیزر (کیفیت برش لیزری) در فولاد معمولی با گاز کمکی اکسیژن دارای یک سری مسائل مختص به خود است. در واقع مهمترین مسئله برای ایجاد یک برش مناسب تنضیمات متعادل پارامترهای مختلف است که از جمله این موارد میتوان به میزان فشار اکسیژن، قدرت لیزر، سرعت برش و … اشاره کرد.
استفاده از اکسیژن برای اپراتورهای کمتجربه تا حدودی چالشبرانگیز خواهد بود، البته امکان آموزش و انتقال تجربه وجود دارد. نباید فراموش کنید که استفاده از اکسیژن به عنوان یکی از گازهای کمکی برش لیزر موجب ایجاد یک لایه اکسید میشود. با توجه به مشکلاتی که لایه اکسید برای برخی عملیات تولیدی دیگر ایجاد میکند، این لایه باید سریعاً پاکسازی شده و از بین برود.

نیتروژن
از برش با نیتروژن (مناسب ترین گاز کمکی) به عنوان یکی از گازهای کمکی برش لیزر با نام برش تمیز نیز یاد میکنند. نیتروژن حالتی برعکس اکسیژن دارد و یک گاز خنککننده به شمار میآيد. نیتروژن یک گاز بیاثر بوده و قابل اشتعال نیست. برش با هر گازی از جمله گاز نیتروژن موجب ایجاد یک واکنش گرماگیر میشود. نیتروژن نیز مانند اکسیژن با خروج ذرات مذاب از محل برش از به هم چسبیدن یا جوش خوردن قطعات برش داده شده جلوگیری میکند.
به دلیل اینکه نیتروژن واقعاً حرارتی اضافی ایجاد نمیکند، کل حرارت موردنیاز از طریق پرتو لیزر به دست خواهد آمد؛ به همین دلیل میزان برش رابطه مستقیمی با قدرت دستگاه لیزر مورد نظر دارد. بهعنوانمثال هرچه دستگاه توان بیشتری داشته باشد، امکان برش موادی با ضخامت بالاتر نیز وجود دارد. به طور عمومی در دستگاههایی که میزان فشار موردنیاز بسیار بالا باشد، باید به سراغ بررسی نقش گاز کمکی در دستگاه لیزر رفت.
البته فرایند برش با گاز نیتروژن نیز دارای اشکالات خاص خود است. وقتی که از نیتروژن استفاده میکنید، میزان مصرف کلی گاز افزایش میيابد. در واقع میزان مصرف نیتروژن حدوداً پنج تا ده برابر اکسیژن است. همین موضوع موجب میشود تا میزان هزینه مربوطه با برش نیتروژن به عنوان یک گاز برش لیزر بیش از برش اکسیژن باشد، البته امروزه حتی با توجه به این هزینههای عملیاتی در بسیاری از موارد همه کاربران به سراغ نیتروژن میروند.
گازهای ترکیبی
یکی دیگر از مواردی که در زمینه گازهای کمکی برش لیزر باید به آن اشاره کنیم، گازهای ترکیبی است. در این سیستم از یک میکسر به منظور ترکیب کردن گاز اکسیژن و گاز نیتروژن استفاده میشود. در واقع بخش مهم این فرایند خریداری میکسر و ترکیب دو گاز مدنظر است. در حال حاضر این گزینه بیشترین هزینه را در بین کلیه روشهای استفاده از گازهای کمکی به خود اختصاص داده است.
این هزینه بالا در زمینه خدمات برش لیزر با گاز دارای یک سری مزایای خاص بوده، به ویژه اگر به دنبال برش آلومینیوم باشید. گاز ترکیبی موجب برش بهتر آلومینیوم میشود. در واقع این نوع برش موجب ایجاد براده و پلیسه خاصی بر روی لبههای آلومینیم نخواهد شد که واقعاً یک ویژگی فوقالعاده است. علاوه بر این، سرعت برش آلومینیوم با استفاده از این گاز دستگاه برش لیزر ده تا پانزده درصد افزایش مییابد. امکان خرید گاز ترکیب شده در مراکز خاصی نیز وجود دارد، البته این امر خود موجب افزایش بیشتر هزینهها میشود.

سیستمهای هوای فشرده یا هوای با فشار بالا
در ابتدا از سیستمهای هوای فشرده به عنوان منبع گازهای کمکی برش لیزر با استفاده از کمپرسور 150 تا 200 psi کمک گرفته میشد. این میزان فشار محدود بود و ظرفیت برش را حد اکثر تا ضخامت 3 میلیمتر تقلیل میداد. امروزه استفاده از سیستمهای 400 تا 500 psi مرسوم شده که میزان فشار نیتروژن در آنها بسیار بالا است. در این سیستمها هوا وارد شده و فشرده میشود تا یک فشار بسیار مناسب ایجاد شود.
شاید در نگاه اول خرید این سیستمهای گازهای کمکی برش لیزر کمی گران قیمت به نظر برسد؛ اما نباید فراموش کنید که با سرمایهگذاری اولیه مناسب و خرید تکنولوژی بهینه دیگر خیالمان از بابت تهیه چنین گازهایی کاملاً راحت خواهد بود. در واقع شما سیستم اختصاصی تولید گازهای کمکی خود را به دست خواهید آورد. یکی دیگر از مواردی که موجب افزایش محبوبیت این موارد شده، کاهش هزینهها پس از خرید است. وقتی که این سیستم را به کار گیرید، دیگر نیازی به بستن یک قرارداد با تأمینکنندگان گازهای کمکی وجود ندارد و هزینههای بعدی به شدت کاهش خواهد یافت.
با استفاده از این سیستمها میتوان آلومینیوم را نیز برش داد، در واقع این سیستمها برای برش آلومینیوم عالی هستند. فولاد ضدزنگ نیز از جمله اقلامی به شمار میآید که امکان برش آن با استفاده از سیستم گازهای کمکی برش لیزر وجود دارد؛ اما ممکن است لبه برش کمی خاکستری رنگ شود. همه این موارد به نوع فلز مدنظر شما بستگی دارد.

سخن پایانی
برش فلزات با استفاده از لیزر یک گزینه عالی برای برش انواع ورقهای فلزی به شمار میآيد. در خلال این فرایند امکان بههم پی.ستن و اتصال مجدد بخشهای برش دادهشده وجود دارد؛ به همین دلیل باید از گازهایی خاص تحت عنوان گازهای کمکی برش لیزر استفاده کرد.
از جمله گازهای کمکی برش لیزر باید به گزینههایی همچون اکسیژن، نیتروژن و هوای فشرده اشاره کنیم. به یاد داشته باشید که انتخاب یک گاز مناسب تأثیر بسیار مهمی بر کیفیت برش نهایی دارد؛ به همین دلیل لازم است که همواره نسبت به انتخاب گاز صحیح اقدام کرد. در صورت نیاز به کسب اطاعات بیشتر بهتر است به متخصصان امر مراجعه کنید تا به پرسشهای شما عزیزان در این زمینه پاسخ دهند. مجموعه استیل رخ با سالها تجربه در خدمات برش لیزر آماده است شما را یاری کند. برای مشاوره و یا انجام خدمات برش لیزر و بخصوص تامین و برش ورق استیل با استیل رخ در تماس باشید و از وبسایت این مجموعه نیز بازدید بفرمایید.