مقالات, مقالات لوله استیل
نکاتی در مورد خمکاری لوله استیل
بهمن
خمکاری لوله استیل یکی از روشهای رایج ساخت و تولید برای فرمدهی لوله استیل و دارای ملاحظاتی فنی است که با توجه به آن محصولاتی دقیق و با طول عمر بالاتر تولید میشود. لوله استنلس استیل به دلیل ویژگیهای بارزی که دارد، کاربردهای بسیار زیادی نیز در صنایع مختلف و حتی ساخت مصنوعات دکوراتیو دارد. به عنوان مثال میتوان به کاربرد لوله استیل خمکاری شده در منیفولدها و خطوط انتقال سیال در سیستمهای هیدرولیک، کویلهای خنک کننده و مبدلهای حرارتی اشاره کرد. این کاربرد وسیع سبب میشود تا فرایند خم کردن لوله نیز اهمیت پیدا کند. در این مقاله از استیل رخ قصد داریم به روش خمکاری لوله استیل و نکاتی که باید برای اجرای صحیح این فرآیند رعایت شوند بپردازیم.
چه عواملی بر خمکاری لوله استیل تاثیرگذار هستند؟
عوامل متعددی بر خمکاری لوله استیل تاثیرگذار هستند که اگر به آنها توجه نشود باعث عدم رسیدن به کیفیت مناسب، شکستن و تخریب لوله استیل میشوند. با تغییر در گرید استیل قطعاً این عوامل تحت تاثیر قرار میگیرند و باید برای هر گرید استیل، پارامترهای مختلفی را مد نظر قرار داد. بدیهی است خمکاری لوله استیل با گریدهایی که سختی بالاتری دارند دشوارتر است. مشخصههایی مانند قطر و ضخامت، فرآیند تولید، عملیات حرارتی انجام شده و شعاع خمش از جمله عواملی هستند که بر این فرآیند اثر گذار هستند.
چالشهای خمکاری لوله استیل
فولاد ضد زنگ از جمله آلیاژهایی است که دارای سختی و استحکام بالایی است. این عامل سبب میشود برای خمکاری لوله استیل، نیاز به نیروی بیشتری برای اعمال تغییرشکل داشته باشیم. علاوه بر این استفاده از ابزار و وسایل خاص نیز میتواند یکی از چالشهایی باشد که با آن روبرو هستیم. اما با وجود این مسائل گریدهایی از استیل هستند که شکل پذیری بسیار خوبی دارند و میتوان با در نظر گرفتن برخی از موارد، آنها را خم کرد.
ضخامت ورق مورد استفاده در ساخت لوله، تاثیر مستقیم بر روی فرآیند خمکردن دارد به گونهای که هرچه لوله ضخامت بیشتری داشته باشد، نیروی مورد نیاز برای شکل دادن لوله استیل نیز بیشتر خواهد شد.
بهترین روشها برای خم کردن لوله استیل که به شعاع خمش، قطر و ضخامت لوله بستگی دارند را در ادامه بررسی خواهیم کرد.
روشهای خم کردن لوله استیل کداماند؟
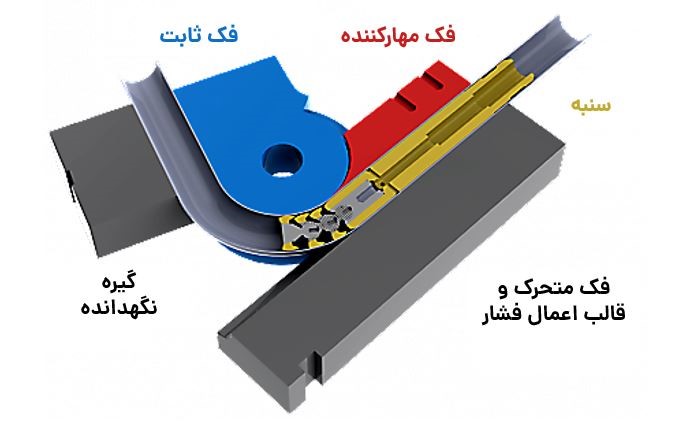
خمکاری کششی چرخشی (Rotary Draw Bending):
این روش پیچیدهترین شکل خمکاری لوله استیل است و به مجموعهای از تجهیزات با کیفیت و دقیق نیاز دارد. در این روش لوله بین یک فک و گیره قالب نگه داشته میشود و به دور قالب میچرخد تا فرم بگیرد. قالب در این فرآیند متناسب با شعاع خم مورد نیاز طراحی شده است و لوله با عبور از میان فک ثابت و متحرک قالب خم میشود. در این روش فکها و سنبه طوری طراحی شدهاند تا از چروکیدگی لوله استیل جلوگیری کنند. در این روش سنبه بیشتر برای جلوگیری از چروک شدن لولههای نازک به کار میرود. دقت روش خمکاری کششی چرخشی بسیار بالاست و میتوانند شعاع مورد نظر را با کیفیت بسیار خوب و یکنواخت در لوله ایجاد کرد.

خمکاری با سه غلتک (رولر)
این روش یکی از روشهای مورد استفاده برای خمکاری لوله استیل با شعاع بزرگ است. در این دستگاه از سه غلتک استفاده میشود که دوتا از آنها ثابت هستند و غلتک دیگر قابلیت تنظیم دارد. غلتک سوم با استفاده از یک پیچ میتواند در محدوده کاری دستگاه، شعاع خمکاری را تغییر دهد.
خمکاری به کمک سنبه
مکانیزم این روش شباهت بسیار زیادی به روش خمش کششی چرخشی دارد با این تفاوت که در این روش از یک سنبه برای جلوگیری از چروک شدن لوله در ناحیه خم استفاده میشود. همانظور که میدانید طی فرآیند، ممکن است قسمت داخلی لوله که خم میشود دچار له شدگی یا چروک شود. این له شدگی به عواملی مانند قطر و ضخامت لوله بستگی دارد. برای جلوگیری از این عیب در خمکاری، از یک سنبه استفاده میشود. این سنبه درون لوله قرار میگیرد و در هنگام خمکاری مانع تغییر شکل شدید در شعاع داخلی لوله میشود. برای اینکه سنبه یکبار مصرف نباشد، سر آن را طوری طراحی کردهاند که از اجزای جدا از هم تشکیل شده و میتوان آن را خم کرد.

خمکاری فشاری
برای خمکردن لوله استیل به این روش نیاز است تا از نیروی فشاری برای خم کردن لوله استفاده کنیم. در این روش یک سر لوله توسط فک ثابت قالب نگه داشته شده است و سر دیگر آن به سمت قالب خمکاری فشرده میشود.
عوامل تعیین کننده در خمکاری لوله استیل
همانطور که در ابتدای این مطلب گفتیم، عواملی مانند شعاع خمکاری، قطر و ضخامت لوله، آلیاژ مورد استفاده و … بر کیفیت خم کردن لوله استیل تاثیر گذار هستند. در این بخش به بررسی برخی از این موارد میپردازیم.
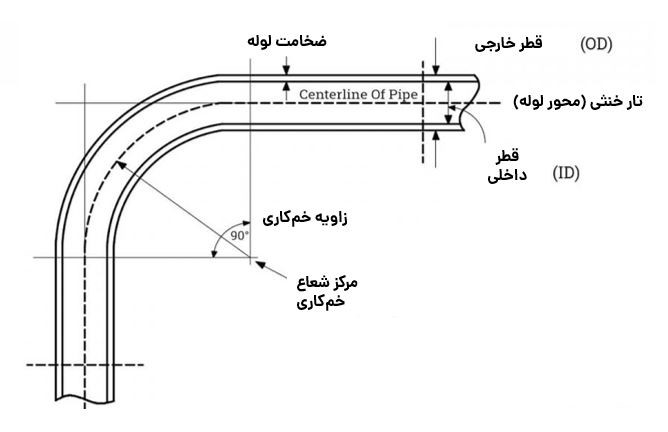
شعاع خم
باید در نظر داشت برای خمکاری، نمیتوان آن را به هر میزان و با هر شعاعی خم کرد. حداقل شعاع خمش به عوامل مختلفی مانند گرید استیل، قطر لوله، ضخامت لوله و … بستگی دارد. علاوه بر جنس متریال، روشی که برای خمکاری انتخاب میشود نیز میتواند محدودیتهایی در حداقل شعاع خمکاری به وجود آورد.
استحکام تسلیم
استیل دارای استحکام تسلیم بالایی است و این عامل سبب سخت شدن فرآیند خمکاری نسب به سایر فلزات میشود. پدیده بازگشت فنری (springback) نیز در این فرآیند تاثیرگذار است. این پدیده به این صورت است که پس از اعمال بار و ایجاد خم در لوله، لوله کمی به سمت حالت اولیه خود بازمیگردد. این میزان کاملا به خواص ذاتی متریال بستگی دارد. برای رسیدن به زاویه مورد نظر باید لوله را کمی بیشتر خم کرد تا پس از بازگشت فنری، لوله به زاویه دلخواه شما شکل گرفته باشد.
ضخامت لوله
ضخامت لوله میتواند بر روی نیروی لازم برای تغییر شکل تاثیر مستقیم بگذارد. علاوه بر این لولهها در ضخامت کمتر، با تغییر شکل کمتری دچار شکست میشود و این عامل میتواند در فرآیند خمکاری محدودیت ایجاد کند. صخامتهای زیاد نیز نیروی لازم برای خمکاری را افزایش میدهد به همین دلیل انتخاب دقیق ضخامت اهمیت بسیار زیادی دارد.
درز لوله
همانطور که میدانید لولهها در دو نوع درزدار و بدون درز تولید میشوند. وجود درز جوش یکی از عوامل محدود کننده خمکاری لوله استیل است. این لولهها را اغلب برای خمکاری با شعاعهای بزرگ انتخاب میکنند. لولههای بدون درز قابلیت بهتری برای خمکاری دارند.
برای آشنایی بیشتر با لوله درزدار، مطلب لوله درزجوش یا لوله درزدار استیل چیست؟ را مطالعه کنید.
چرا لوله استیل؟
با وجود استحکام بالای استیل که فرآیند خمکاری لوله استیل را سخت کرده است، اما همچنان به دلیل ویژگیهای بسیار خوب استیل، تقاضا برای استفاده از لولههای استیل زیاد است. برای این کار باید از گریدهایی استفاده کرد که قابلیت شکل پذیری خوبی دارند. گریدهای 304 و 316 که از جمله پرکاربردترین گریدهای مورد استفاده استیل در صنعت هستند که میتوان از آنها برای تولید لوله خم استفاده کرد.
برای خرید ورق استیل 304، با کارشناسان مجموعه استیل رخ در تماس باشید.

علت پرکاربرد بودن این گریدها مقاومت بسیار خوب در برابر خوردگی، قابلیت شکل پذیری، قابلیت جوش پذیری و … است. از این گریدها در صنایع مختلفی مانند صنایع هوافضا، نفت و گاز، پالایشگاهها، صنایع غذایی، ساخت تجهیزات و مبدلهای حرارتی، ساخت تجهیزات دریایی و … استفاده میشود.
جهت آشنایی بیشتر با شکل پذیری – ویژگی کلیدی فولاد ضد زنگ برای کشش عمیق، مطلب آن را در بلاگ استیل رخ بخوانید.
روشهای مختلفی برای خمکاری لوله استیل وجود دارد که هرکدام ویژگیها و محدودیتهایی دارند که بنا به کاربری و نوع آلیاژ مورد استفاده، بهترین روش برای خمکاری انتخاب میشود. عواملی مانند قطر و ضخامت لوله، نوع آلیاژ و شعاع مورد نیاز برای خمش خمکاری اهمیت بسیار زیادی دارند.
شما میتوانید خرید ورق استیل، در آلیاژها و ضخامتهای متنوع از جمله ورق استیل 316 و خرید دیگر مقاطع استیل را با بهترین قیمت از استیل رخ انجام دهید. پشتیبانان و مشاوران فروش استیل رخ، همواره آماده پاسخگویی به مشکلات و سوالات شما هستند.