Uncategorized @fa, مقالات, مقالات استنلس استیل
خوردگی شیاری چیست؟ مکانیزم و راههای پیشگیری

خرداد
جلوگیری از خوردگی شیاری (Crevice corrosion) یکی از چاشهایی است که در صنایع مختلف به خصوص در صنایع شیمیایی وجود دارد. این خوردگی که نوعی خوردگی موضعی به حساب میآید، در گوشه و کنار قطعات و نواحی محبوس سطح فلز رخ میدهد؛ جایی که جریان الکترولیت به محیط اصلی محدود یا متوقف شده است. در این حالت، واکنشهای آندی (اکسایش فلز) در درون شیار انجام میشود در حالی که واکنشهای کاتدی (معمولاً کاهش اکسیژن) در سطح بیرونی اتفاق میافتد. آنچه خوردگی شکافی را خطرناک میسازد، سرعت بالای آن است.
نرخ خوردگی در شیارها میتواند ۱۰ تا ۱۰۰ برابر خوردگی یکنواخت باشد. حتی در مواردی آلیاژهای مقاوم به خوردگی مانند فولادهای ضدزنگ نیز توسط این مکانیزم خوردگی به سرعت آسیب پذیر میشوند. در مقایسه با سایر انواع خوردگی موضعی، این نوع خوردگی فقط در نواحی تنگ و محبوس رخ میدهد؛ درحالی که خوردگی حفرهای در سطح آزاد فلز آغاز میشود و یا در خوردگی گالوانیک، خوردگی با مجاورت دوفلز با پتانسیل شیمیایی مختلف صورت میگیرد. در این مقاله از استیل رخ قصد داریم خوردگی شکافی یا شیاری را بررسی کرده و راههای جلوگیری از خوردگی شیاری را معرفی کنیم.
خوردگی شیاری چیست؟
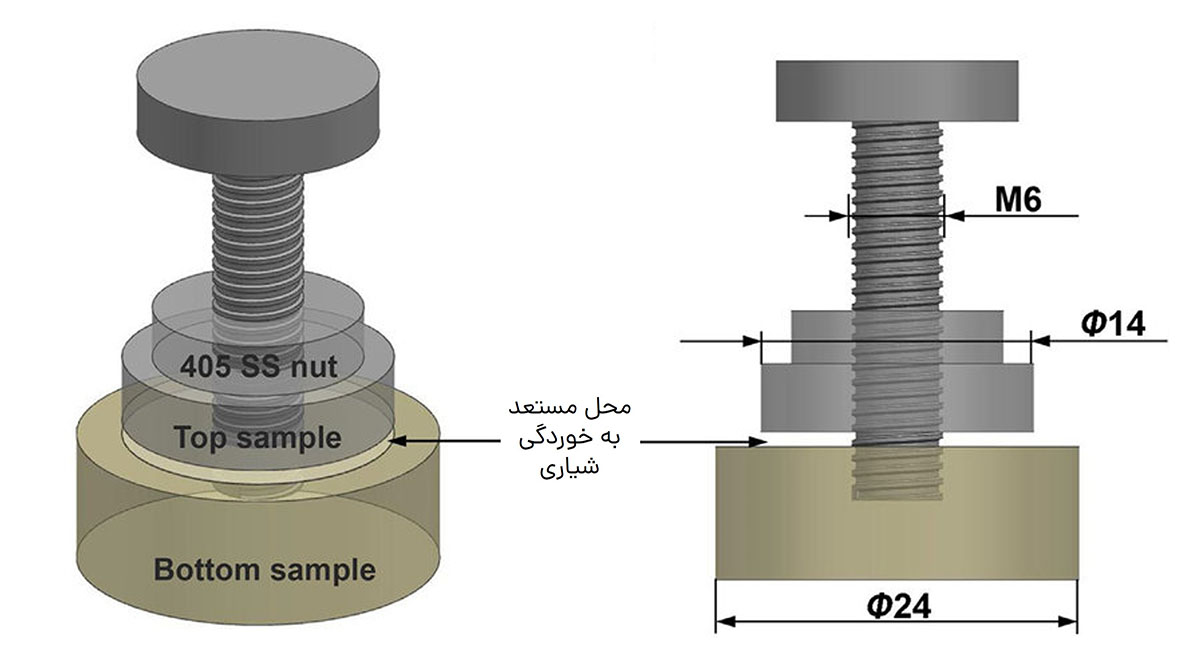
خوردگی شیاری به معنای حمله موضعی به فلز در ناحیهی کناره یا درون شکافهای تنگ بین دو سطح فلزی (یا فلز و غیر فلز) است، بهخصوص در حضور الکترولیتی که در این شیارها محبوس میشود. برای نمونه، خوردگی شکافی میتواند در زیر واشر، درز جوش ناقص، یا محل تماس دو سطح در یک سیستم لولهکشی رخ دهد. این نوع خوردگی نسبت به خوردگی عمومی که تمام سطح را درگیر میکند، تمرکز بسیار بیشتری دارد.
همچنین تفاوت مهمی با خوردگی حفرهای دارد: خوردگی حفرهای در نواحی آزاد سطح اتفاق میافتد و شکاف خاصی نیاز ندارد، اما این نوع خوردگی فقط در شکافهای محدود و ساکن خوردگی رخ میدهد. به عبارت دیگر، هرجا که یک فضای کوچک وجود داشته باشد که الکترولیت بتواند وارد شود و جریان نداشته باشد (یا بهسختی خارج شود)، خطر خوردگی شکافی بالا میرود.

مکانیسم خوردگی شیاری
این خوردگی شباهتهایی با خوردگی حفرهای دارد. در این نوع خوردگی، ابتدا فیلم اکسیدی سطح فلز (لایه پسیو) در اثر نفوذ یونهای خورنده (مثلاً کلرید) ضعیف و یا شکسته میشود. سپس داخل شیار بهعنوان آند عمل کرده و فلز اکسید میشود
Fe → Fe²⁺ + 2e⁻
الکترونهای آزاد شده از آند به سطح بیرونی (کاتد) منتقل شده و در واکنش کاهشی اکسیژن و آب شرکت میکنند
½O₂ + H₂O + 2e⁻ → 2OH⁻
Fe²⁺ + 2H₂O → Fe(OH)₂ + 2H⁺
بهاینترتیب، محیط داخل شیار بار مثبت دارد و یونهای منفی به ویژه کلر را جذب میکند. ورود یونهای کلرید به درون شکاف منجر به واکنش زیر میشود.
FeCl₂ + 2H₂O → Fe(OH)₂ + 2HCl
طی این فرآیند هیدروکلریک اسید تولید میشود و pH داخل شیار را تا حدود 2 تا 3 کاهش میدهد. این اسیدی شدن محیط باعث خوردگی سریعتر فلز میشود. در مجموع، کاهش میزان اکسیژن داخل شیار بهعنوان محرک اولیه عمل میکند. شدت خوردگی با تجمع یونهای خورنده و در نتیجه اسیدی شدن محلول، افزایش مییابد.
عوامل مؤثر بر ایجاد خوردگی شیاری
برای جلوگیری از خوردگی شیاری باید عواملی که تاثیرگذار هستند، شناسایی شوند. عوامل متعددی از جمله هندسه و نوع شکاف در احتمال و شدت این خوردگی نقش اساسی دارند. برای مثال شکافهای فلز/فلز و شکافهای فلز/غیرفلز رفتار متفاوتی دارند. شکاف باید به اندازهای باشد که محلول وارد آن شود و آنقدر تنگ باشد که سیال درون آن راکد بماند (معمولاً ابعادی در مرتبه چند میکرومتر). ترکیب شیمیایی آلیاژ و ساختار لایه غیر فعال سطحی، مقاومت ذاتی در برابر خوردگی را تعیین میکند؛ معمولاً آلیاژهایی که مقاومت بالایی در برابر خوردگی حفرهای دارند، در برابر خوردگی شیاری نیز مقاومترند.
محیط کاری نیز در میزان مقاومت تاثیر بسزایی دارد. یونهای خورنده بهویژه کلرید، دما، pH الکترولیت، اکسیژن محلول و جریان سیال از عوامل کلیدی برای جلوگیری از خوردگی شیاری هستند. بهعنوان مثال، حضور یونهای کلرید سرعت خوردگی شیاری را بهشدت افزایش میدهد، و افزایش دما نیز فرآیندهای الکتروشیمیایی را تسریع میکند. در نهایت، ترکیب کلی محیط (سختی آب، غلظت نمکها) بر شدت خوردگی تأثیرگذار است.
مثالهایی از بروز خوردگی شیاری در صنایع مختلف
خوردگی شیاری در کاربردهای صنعتی گوناگون مشاهده میشود. در صنایع پتروشیمی و نیروگاهی، تجهیزات انتقال حرارت مانند مبدلهای حرارتی و کندانسورها در خطر این نوع خوردگی هستند. رسوبات روی لولاها، دریچهها یا نواحی تماس لولههای استیل میتوانند الکترولیت را در شیارها به دام بیاندازند و خوردگی شیاری را تشدید کنند. همچنین در نیروگاههای هستهای مشاهده میشود که مبدلهای بخار عمدتا بهواسطه خوردگی شیاری دچار خرابی میشوند.
در محیطهای دریایی و ساحلی، قرارگیری مداوم در تماس با آب شور شرایط ایدهآلی برای خوردگی شیاری، بهویژه در اتصالات پیچ و مهره، واشرها و نواحی جمعشدن آب ایجاد میکند. به طور خلاصه، در هر صنعتی که سطوح فلزی در تماس با محلولهای خورنده و با احتمال تجمع الکترولیت باشند (مانند اتصالات فلنجها، واشرها، شکافهای جوش، زیر عایق و رسوبات)، خطر خوردگی شیاری وجود دارد.
روشهای کاهش یا جلوگیری از خوردگی شیاری
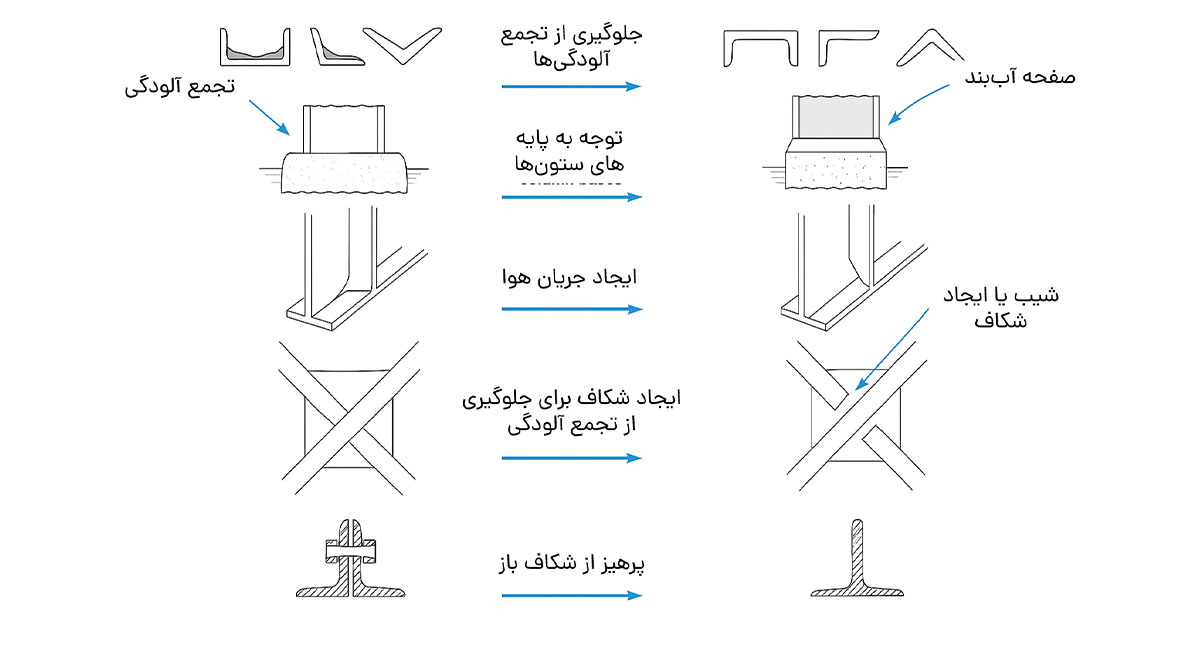
برای پیشگیری و جلوگیری از خوردگی شیاری چندین راهبرد مهندسی و عملی وجود دارد. در فاز طراحی مهندسی، باید تلاش شود که اصلاً شکافهای کوچک پدید نیاید: بهعنوان مثال بهجای اتصالات پیچ و مهره از اتصالات جوشی ممتد استفاده گردد و گوشههای تیز و محبوسکننده، دارای حداقل شعاع انحناء باشند. محلهایی که ناگزیر به وجود شکاف هستند باید مجهز به روزنه تخلیه شوند تا الکترولیت راکد نشود. انتخاب مواد مناسب نیز اهمیت زیادی دارد. آلیاژهایی با عناصر آلیاژی بالا (نیکل، مولیبدن، کروم) در برابر خوردگی شیاری بهتر عمل میکنند.
استفاده از گسکتهای ثابت (غیر جاذب رطوبت) و پوششهای محافظ مثل پوششهای پلیمری اپوکسی یا رنگهای ویژه نیز میتوانند از تماس مستقیم الکترولیت با فلز جلوگیری کنند.
حفاظت کاتدی با آندهای فداشونده، روشی مؤثر برای کاهش احتمال انواع خوردگی در قطعات است. تمیزکاری و زدودن رسوبات یا لجن از اطراف اتصالات، تعویض بهموقع واشرها و بازرسی بصری دقیق نقاط حساس (مثل زیر پیچ و مهرهها) باید در برنامههای تعمیر و نگهداری لحاظ شود. به کمک این اقدامات میتوان خطر خوردگی شیاری را به میزان زیادی کاهش داد.
استانداردهای بینالمللی مرتبط
چند استاندارد بینالمللی راهنمای مقابله با خوردگی را ارائه میکنند. برای مثال ASTM G48 یک روش آزمون شناختهشده برای اندازهگیری مقاومت آلیاژهای فولاد ضدزنگ در برابر خوردگی حفرهای و شیاری در محلول کلرید فریک است. بهعلاوه استانداردهای عمومی شامل روشهایی برای آمادهسازی نمونهها ASTM G1 و تعریف اصطلاحات خوردگی ASTM G15 نیز وجود دارد اما تمرکز ویژه بر خوردگی شیاری ندارند.
سخن آخر
خوردگی شیاری یکی از خطرناکترین انواع خوردگی موضعی است. این پدیده در صنایعی که اتصالات، شکافها یا گوشه و کنار محبوسکننده در تماس با سیالات خورنده هستند بسیار رایج است. فهم دقیق مکانیسم این نوع خوردگی برای مهندسین و صنعتگران اهمیت زیادی دارد. با طراحی هوشمندانه، انتخاب آلیاژهای مناسب، به کار بردن پوششها و سیستمهای حفاظت کاتدی و همچنین بازرسی و نگهداری منظم، میتوان خطر خوردگی شیاری را به حداقل رساند.